At the end of a packaging line, operators spend shift after shift lifting cartons off a conveyor and building pallets—squaring corners, swapping pallets, and keeping up with takt. The pain is rarely “we do not know how to stack.” It is backs, turnover, and hiring: the work is repetitive, physical, and hard to staff through a peak season. Cobot palletizing is not a stunt—it moves predictable pick-and-place motion off people and leaves them on changeovers, exceptions, and quality calls that still need experience.
What a collaborative palletizing cell actually does
A typical end-of-line cobot loop looks like this:
Infeed — cartons arrive at a pick station (hard stop, centering, or vision—depending on how tight your conveyor stops)
Pick — vacuum or mechanical tooling lifts from a fixed height with controlled accel/decel so cartons do not swing
Place — the arm follows the active layer recipe coordinates; some cells add a light dwell or align stroke
Layer / pallet change — index to the next layer pattern; when the pallet is full, it exits and an empty pallet enters
The value is in repeatable recipes: save layer patterns, swap SKUs by program, and run the same motion every cycle. People move from bending hundreds of times per hour to watching infeed, clearing jams, and signing off new box sizes.
What you usually gain on the floor
Less repetitive strain—not a magic headcount formula. Many plants automate palletizing first for ergonomics: same output, but the operator role shifts to line patrol and exceptions. That affects injury risk, attendance, and how convincing your hiring pitch sounds.
More consistent stacks, fewer tip-offs and crushed corners. Manual stacking drifts late in a shift; programmed placement hits the same corner every time. Pallets ride better to warehouse and truck, with less rework.
SKU changes often mean software, not a mechanical rebuild. One vacuum package can sometimes cover two or three common carton sizes by changing layer recipes—usually faster than re-tooling a heavy dedicated palletizer. Validation time still exists; changing a program is typically cheaper than changing steel.
Smaller footprint and faster path to a pilot. Collaborative cells can sit tight to the line; base footprints are often on the order of 0.2–0.4 m² (verify on your model). That matters when the line is already crowded and you need a retrofit, not a greenfield bay.
Skilled people focus on what machines cannot. Your best operator time belongs on first-article trials, EOAT selection, and fence layout with the integrator—not eight hours of identical lifts.
What “layer pattern” really decides
In procurement talk, a layer pattern is simply how cartons sit on each tier. Example: a 600 mm × 400 mm carton, six boxes per layer in a 3×2 grid, all aligned; the next layer rotated 90° to interlock; the third layer back to the first orientation—that is one savable recipe.
Layer pattern drives three engineering questions:
Can the arm still pick and place vertically at the top corner? Higher, farther corners stress reach and wrist pose
What changes on a SKU swap? Coordinates only—or also tooling, side guides, pallet size
Side load and tip risk — interlocked layers are often stabler but demand cleaner approach paths
Before you quote, put default carton L×W×H, boxes per layer, layer count, rotation yes/no, and pallet exit direction on one page. That page tells an integrator whether a compact r-Core cell is realistic—or whether r-Max belongs in your Side-by-Side Comparison set.
Rough-sizing payload and reach (against catalog rated values)
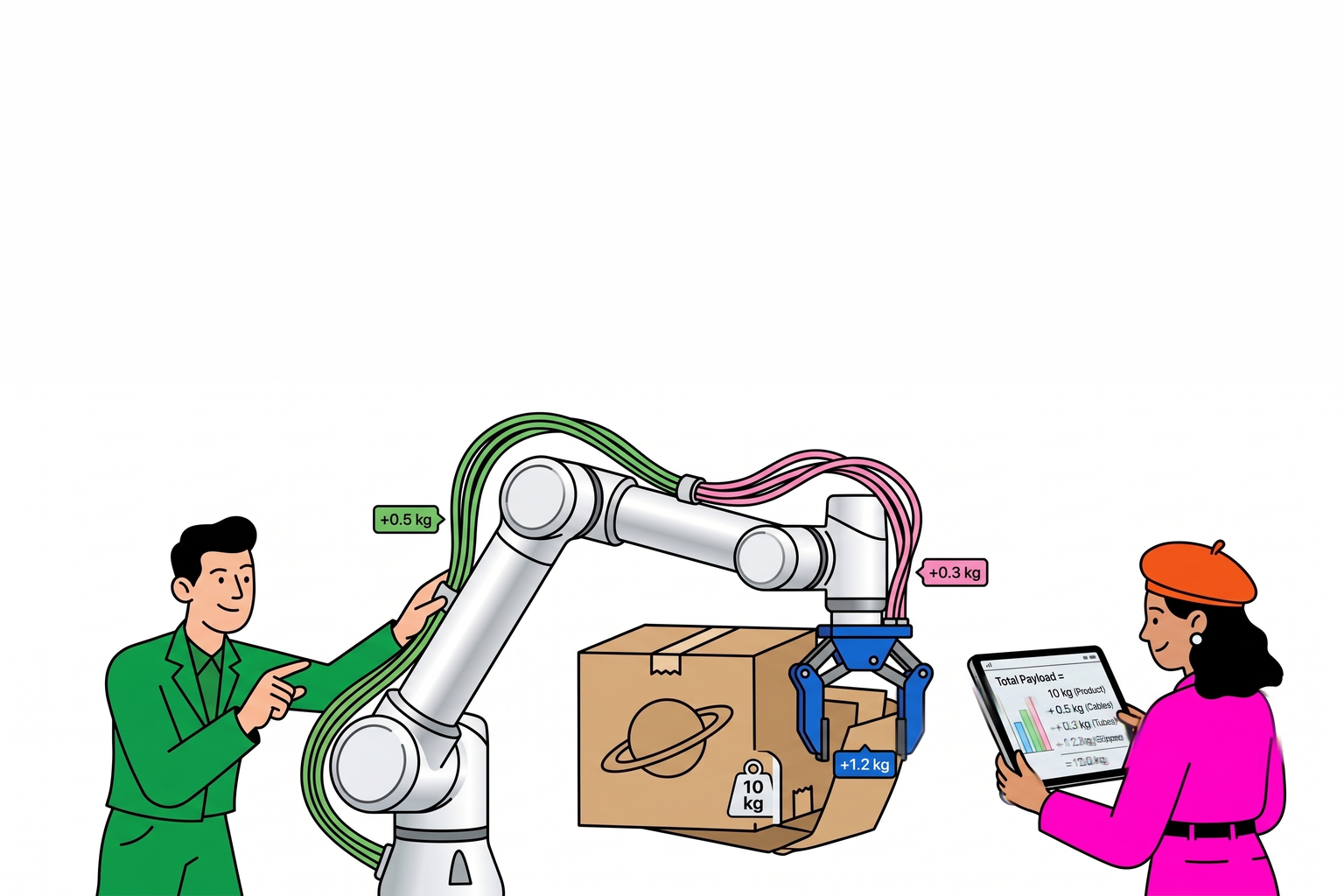
Payload: rated load, worst case. Not carton weight alone:
Heaviest carton + vacuum/mechanical EOAT + valve stack/adapter + everyday margin for tuning
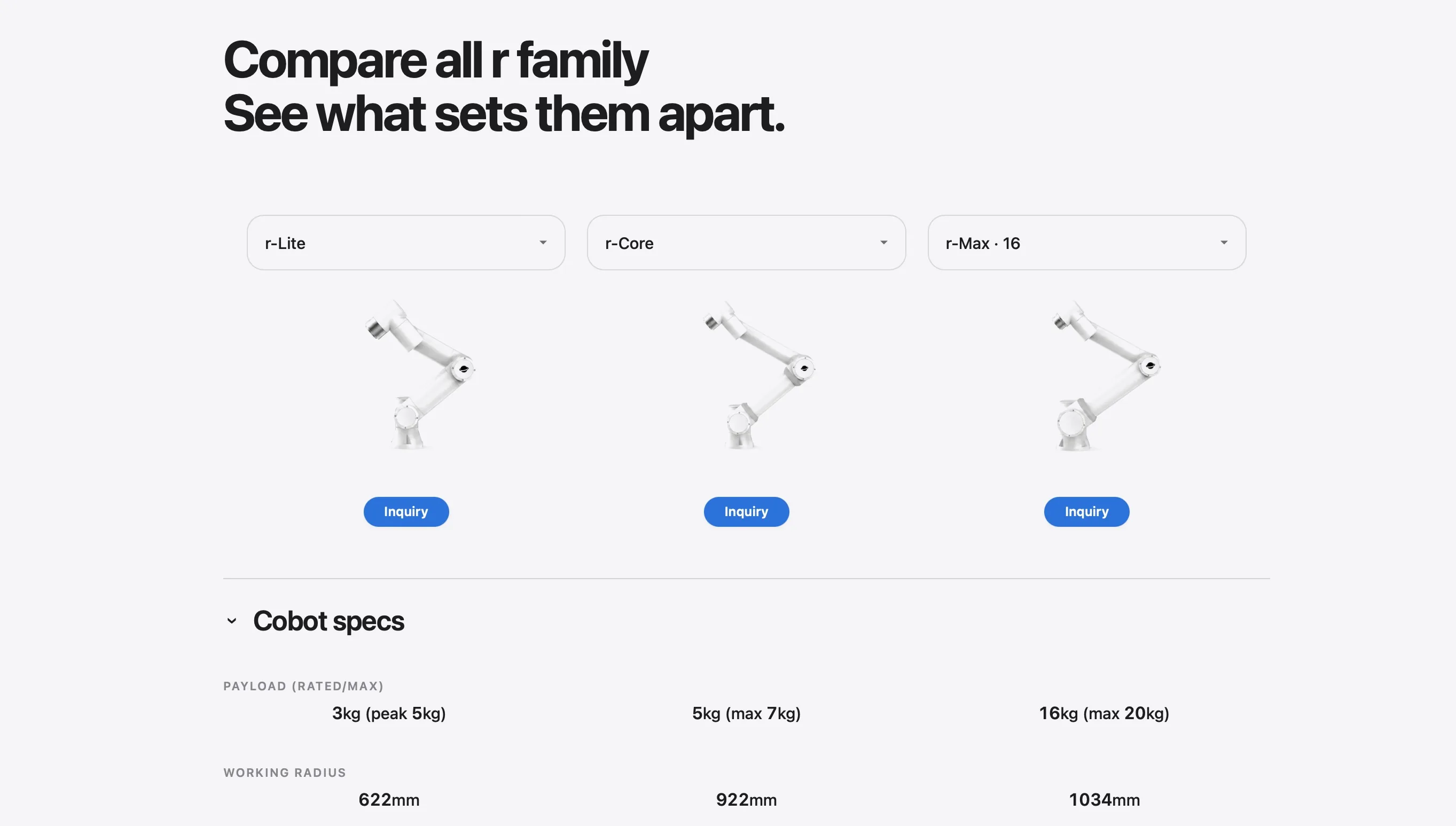
Catalog peak values (e.g. r-Core max 7 kg) are reference only; production stability lives in rated headroom. See the Payload guide for EOAT margin method.
In Roooll’s comparison table, the rated tiers buyers weigh most for palletizing are roughly r-Core at ~5 kg rated and r-Max at 16–20 kg rated—not “heavier is better,” but where worst-case TCP sits with rated margin.
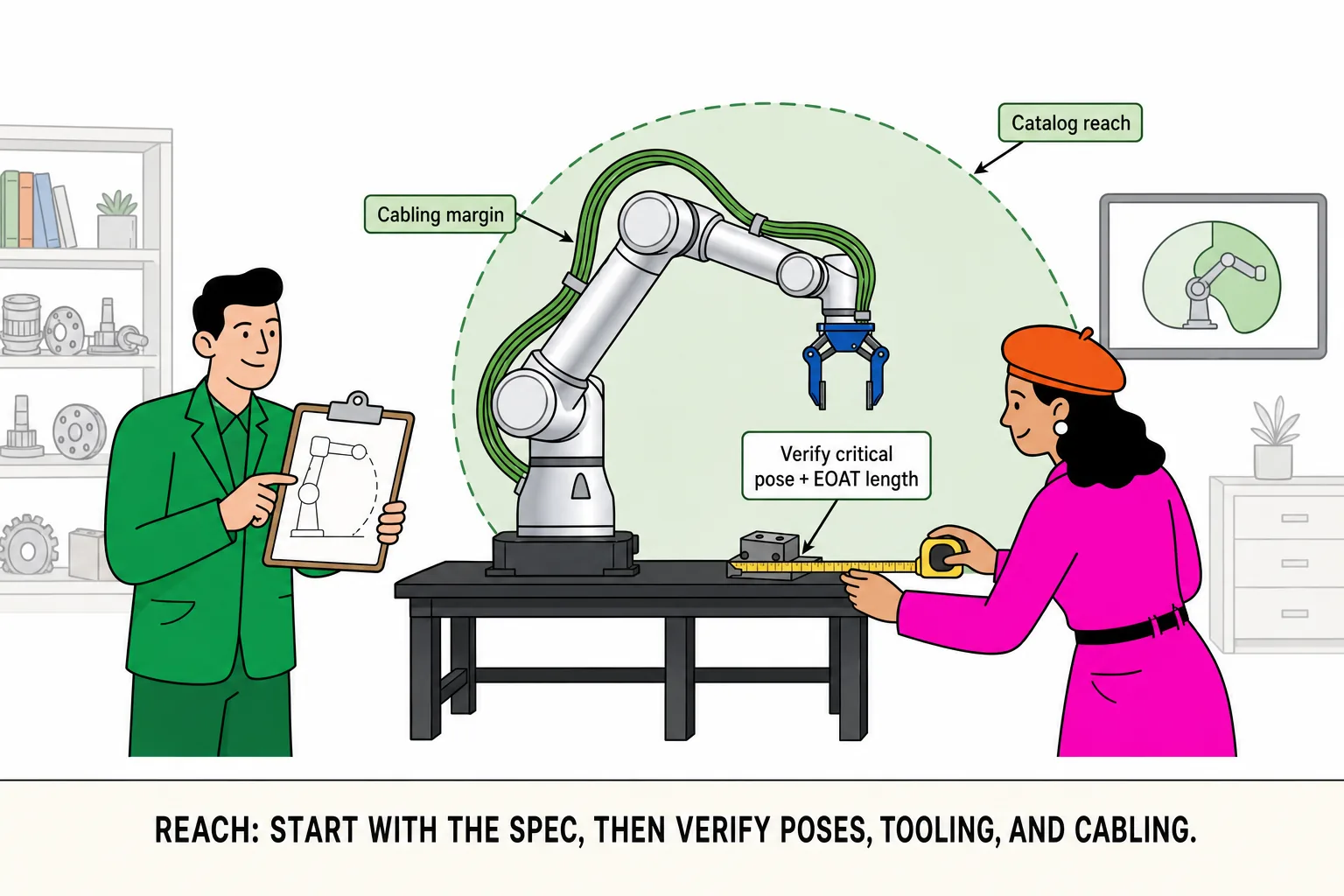
Reach: check corners, not center distance. A pallet center 900 mm from the base does not prove the far top corner clears. Catalog reach is ~922 mm on r-Core and ~1854 mm on r-Max long-reach rows—mark far-corner picks, near-side infeed, and cable retract on layout. Method: Reach guide.
Two payload vignettes (catalog-aligned, illustrative—not a quote)
Vignette A — light cartons, r-Core can stay in the finalist set: Heaviest carton 3.5 kg, vacuum hardware 0.7 kg, total 4.2 kg. Against r-Core 5 kg rated, that leaves ~0.8 kg nominal room—whether production is stable still depends on accel, full-stack corner poses, and integrator trajectory sign-off. 4.2 < 5 is not automatic approval.
Vignette B — mid-weight cartons, compare r-Max 16 kg —do not force r-Core: Heaviest carton 8 kg, vacuum hardware 1.2 kg, total 9.2 kg. That exceeds r-Core 5 kg rated (and the 7 kg peak). r-Core is not a serious finalist. Put r-Max 16 kg rated in Side-by-Side Comparison—9.2 kg is ~57% of 16 kg rated, where everyday margin starts to exist. If corners need long reach, compare the r-Max 20 kg long-reach row too—not a lighter EOAT fantasy on r-Core.
Three ways palletizing projects stumble
Demo two layers, production runs five. Layer two looks fine; layer four bends the wrist and the cable bundle triggers protective stops. Trial at target height, not at “what we can show this week.”
Infeed accuracy was never defined—vision assumed. ±20 mm conveyor stop vs ±3 mm is a different integration. Soft cartons and messy pile feed need guides, fixturing, or vision scoped up front—not change orders later.
Takt counted arm motion only. Vent vacuum, inter-layer lift, and pallet handshake waits often dominate. Build a beat list with your integrator; do not invert catalog TCP speed into a promised cycle time.
When to compare r-Max—or keep manual/dedicated gear
Carton + EOAT already exceeds r-Core 5 kg rated — compare r-Max 16/20 kg rows; do not bet on r-Core’s 7 kg peak
Carton + tooling lives near r-Max rated load on a 24/7 loop — integrator signs trajectory and thermal margin
Very tall stacks, far corners — put r-Max long-reach beside 16 kg rows in comparison
Random carton weights with no recipe — fix mass handling before automating layers
Day-one takt must match a dedicated palletizer — cobot wins on flexibility and footprint, not unlimited speed
Integrator review checklist (palletizing)
| Check | What it tells you |
|---|---|
| Worst-case TCP load at rated spec (with EOAT) | Whether production still has tuning margin |
| Full-stack corner pose + retract | Where paper reach fails |
| Layer recipe + SKU change steps | Program-only vs mechanical changeover time |
| Infeed stop accuracy + locating | Vision, guides, or hard fixturing |
| Vent, layer index, pallet signals | Real takt vs arm motion only |
| Human roles + guarding | Collaborative stations still need sign-off |