CNC, mill-turn, machining centers—you bought spindle hours, not “operator standing at the door.” Across three shifts, waiting on parts, doors, and first-piece sign-off turns high hourly-rate machines into expensive warm-up boxes. Collaborative load/unload is often about moving repeat open-load-close motion off people so the spindle spins more minutes while someone still owns exceptions—especially mixed parts, moderate batches, and cycle times long enough to matter.
What a collaborative CNC tending cell actually does
Typical loop:
Infeed — blank or semi-finished part at stack, conveyor, or dual-station nest
Door cycle — arm waits for machine “permit enter,” picks/places inside envelope; some cells dual-grip: remove finished, load raw in one entry
Close and interlock — signals with machine and fixture; human nearby for faults
Arm waits while cutting — real takt = cut time + door cycle; arm motion is often a small slice
You buy repeatable load paths and safety interlocks—not unattended lights-out by default.
What you usually gain on the floor
Spindle utilization (the clearest OEE line). If cut time is 8 minutes and manual load plus door wait averages 1.5 minutes, tending recovers non-cut time each cycle—multiply by shift hours and machine hourly rate before you argue “0.3 FTE.” Use a week of actual wait/door logs—not guesses.
More consistent loading across shifts. Night-shift nest errors cause misloads, crashes, or empty clamps discovered late. Taught paths and locating fixtures reduce “feel” variance.
Flexible enough for part families. Versus fixed gantries, collaborative cells often swap program, fingers, and infeed for new SKUs—fit job shops with dozens of parts and batches in tens.
People move to setup, first article, faults. Seniors stop being welded to the door—they own tools, add-on checks, and trial cuts. Division of labor, not a simple headcount delete.
Before quote: weight, door, takt
Part + gripper weight sets rated payload tier. This is where CNC tending differs from screw driving—parts might be 0.2 kg or 6–8 kg blanks:
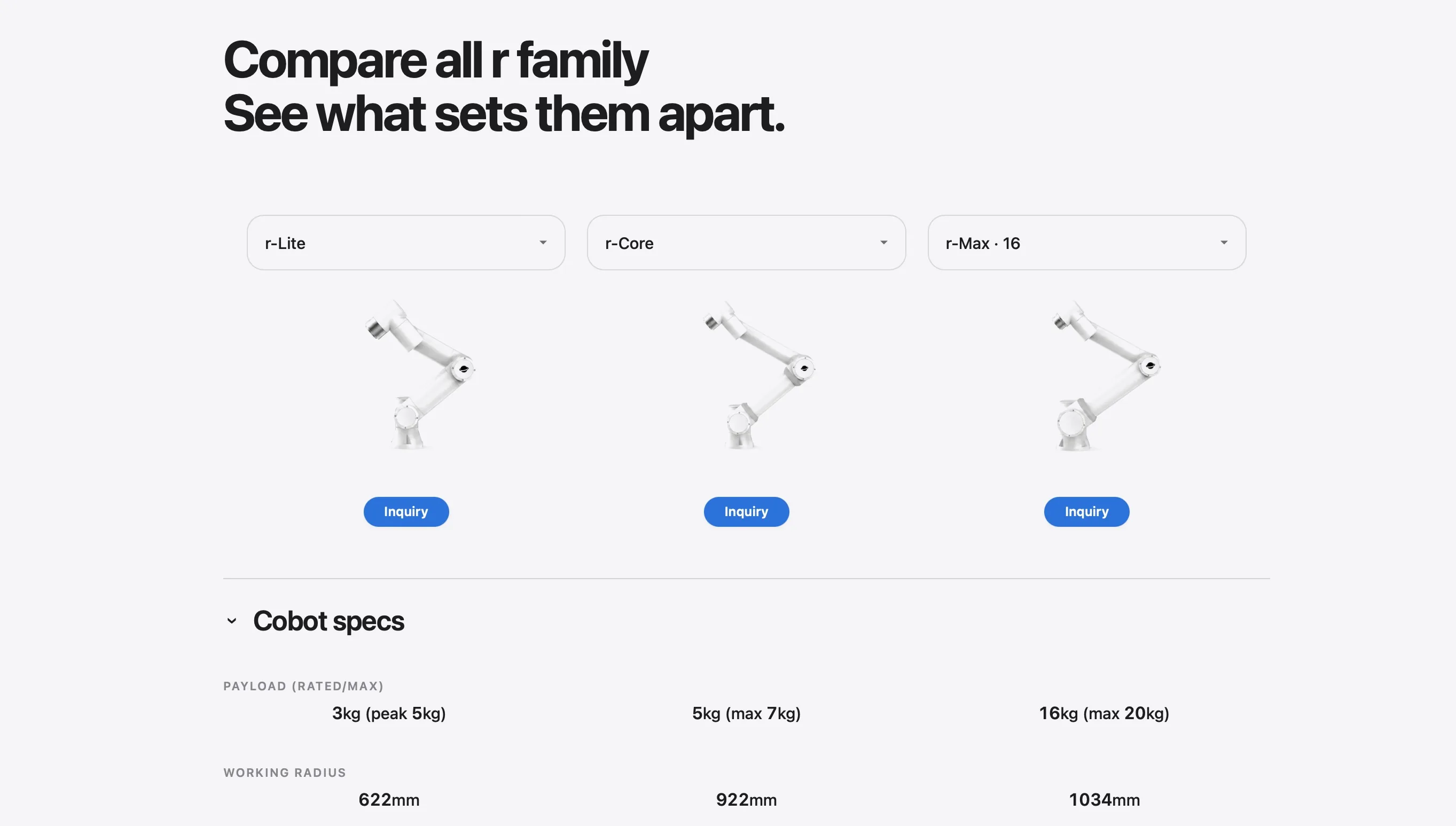
Small parts, tight door envelope: r-Core (~5 kg rated) is a common start
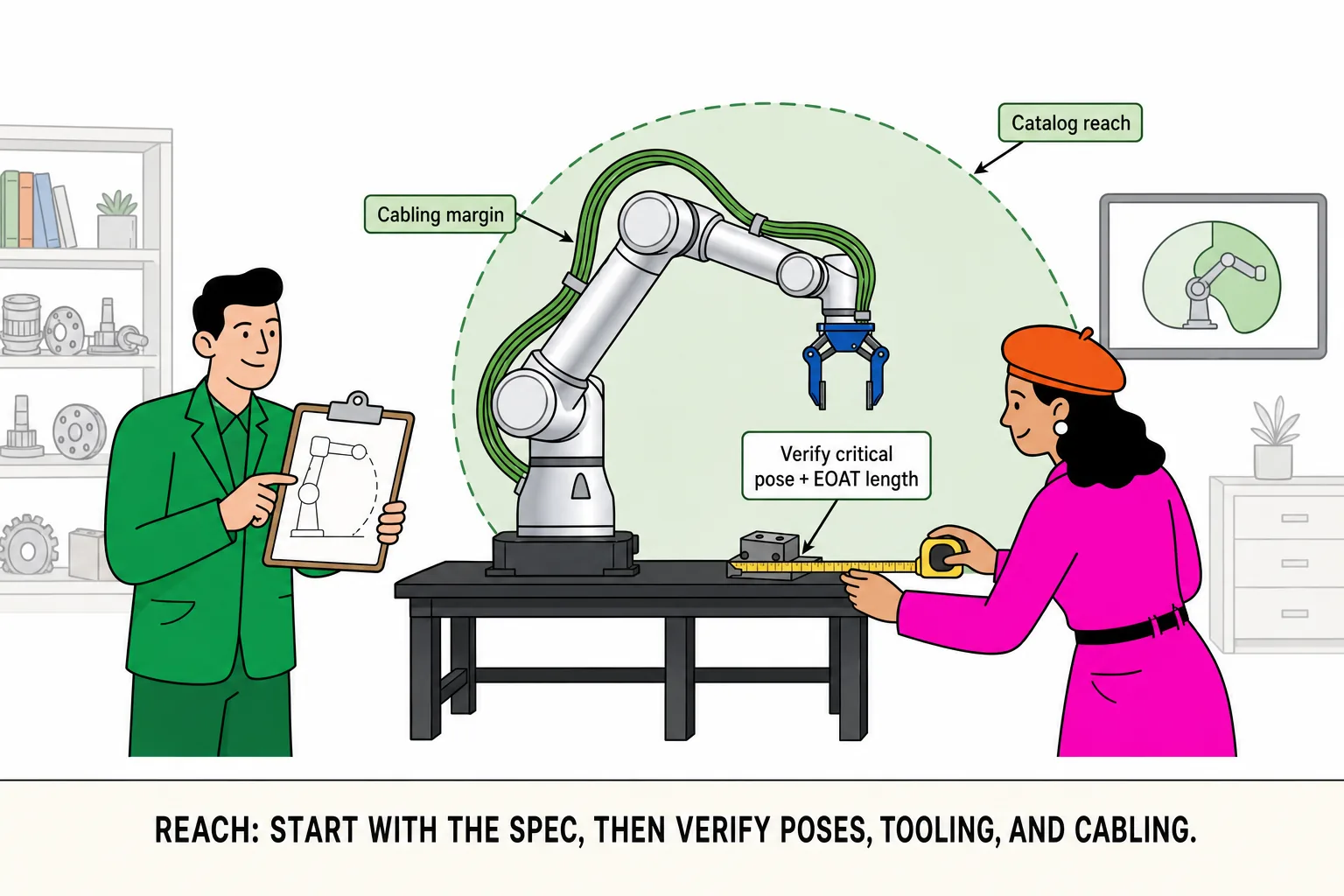
Heavier blanks or large grippers: add r-Reach (~10 kg rated) in Side-by-Side Comparison
Step to r-Max only when worst TCP (part + gripper + adapter) lives near 10 kg rated with daily margin—not “machining = big arm” by default
Method: Payload guide; farthest nest inside door: Reach guide.
Door cycle and interlocks often cap takt before arm speed. Safety PLC, light curtain, dual-grip logic, blow-off/clean steps belong in a time table—see Cycle time guide.
Environment: coolant, chips, dress. Collaborative arms can sit beside the door, but IP, cable routing, and gripper PM must be in scope—not plywood after delivery.
A simple ROI sketch (illustrative)
Let R = machine hourly rate (depreciation + power + burden), Δt = recovered non-cut minutes per cycle, N = cycles per shift:
Shift recovery ≈ R × (Δt × N / 60)
Plug actual Δt from door wait, part find, and misload rework. If Δt is 15 s on a 20-minute cut, fixturing or tooling may beat tending first; if Δt nears 2 minutes on a 5-minute cut, tending usually moves up the list.
Two payload vignettes (illustrative—weigh on site)
Vignette A — 0.8 kg part + 0.6 kg gripper: 1.4 kg total → comfortable r-Core 5 kg rated headroom. Review in-door clearance, chip blow-off, whether dual-grip pays.
Vignette B — 7 kg blank + 1.2 kg gripper: 8.2 kg total → above r-Core rated; add r-Reach (~10 kg rated) in the comparison table and validate poses. If 24/7 aggressive motion, ask integrator margin—do not treat “next size up” as the default answer.
When to look at gantry loaders or stay manual
Extreme takt, long single-SKU high volume—dedicated gantry/pallet systems may win $/part
Door envelope too tight to change fixture—human flexibility may beat arm
Parts arrive chaotic with per-piece vision needed—fix infeed first
Spec demands fully unattended hard-guarded automation—different product class than collaborative tending
Integrator review checklist (CNC tending)
| Check | What it tells you |
|---|---|
| Worst TCP (part + gripper + adapter) | Rated load and accel margin |
| Full/half door and interlock map | Real Δt |
| Dual vs single grip | Worth it when cut time is long enough |
| Fixture repeatability and misload risk | Crash cost |
| Chips, coolant, cable dress | PM and IP |
| First article, changeover, stop authority | Human–robot split |