Welding floors share the same pressure: senior welders retiring, fewer people willing to work in the booth, and the same fillet or seam repeated until it hurts to hold the torch. Assist welding with a cobot is not “the robot owns the WPS.” It is stable torch path and consistent travel while people keep process ownership—gap check before arc, sign-off on first article, stop authority when something looks wrong.
What an assist welding cell actually does
A typical collaborative assist loop:
Load — part nests in fixture; pins/clamps hold joint location within agreed tolerance
Pre-arc check — welder or lead verifies gap/fit-up; tweak if needed
Arm runs taught path — TCP follows stored seam; welder monitors nearby
Crater, inspect, release — visual or sample QC; reject parts do not advance
Automation here means repeatable motion, not an unattended shop. Parameters, material lot traceability, customer acceptance—still belong to your welding process owner.
What you usually gain on the floor
More consistent seams on repeat work. A 600 mm fillet looks easy until hour six of the same part; travel speed drifts and toes wander. A taught path reproduces under rated load—especially helpful across shifts when “match day shift quality” is a real instruction.
Less torch weight and awkward posture. Holding, squatting, and wrapping around fixtures costs bodies on long production runs. The arm carries the path; the welder stands where they can see the puddle and sign off—helpful for hiring and retention, not a promise to delete welders.
Mixed low-volume lines change faster than hard automation. Retooling a full industrial welding line is program + fixture + guarding logic. A collaborative cell can often trial a new seam in hours-level teach time (fixture consistency and certification rules still apply)—a fit when SKUs rotate and batch sizes stay moderate.
Easier traceability when quality matters. Same path, same program name, tied to batch records—customer issues map faster to “which lot, which recipe” than handwriting alone.
Skills complement instead of replace. Your senior welder’s value is window and exceptions; the arm’s value is not making them lift the torch on a path you already trust. Clear split reduces floor pushback compared to “robot replaces welder” messaging.
Fixtures, payload, reach—make these concrete before quote
Fixture repeatability comes first. Wild gap, joint mismatch, or weak anti-distortion—no arm saves that. Assist fits when joint form is stable, locating is reliable, changeovers are planned. If every part needs a hammer and wedge, fix locating before robots.
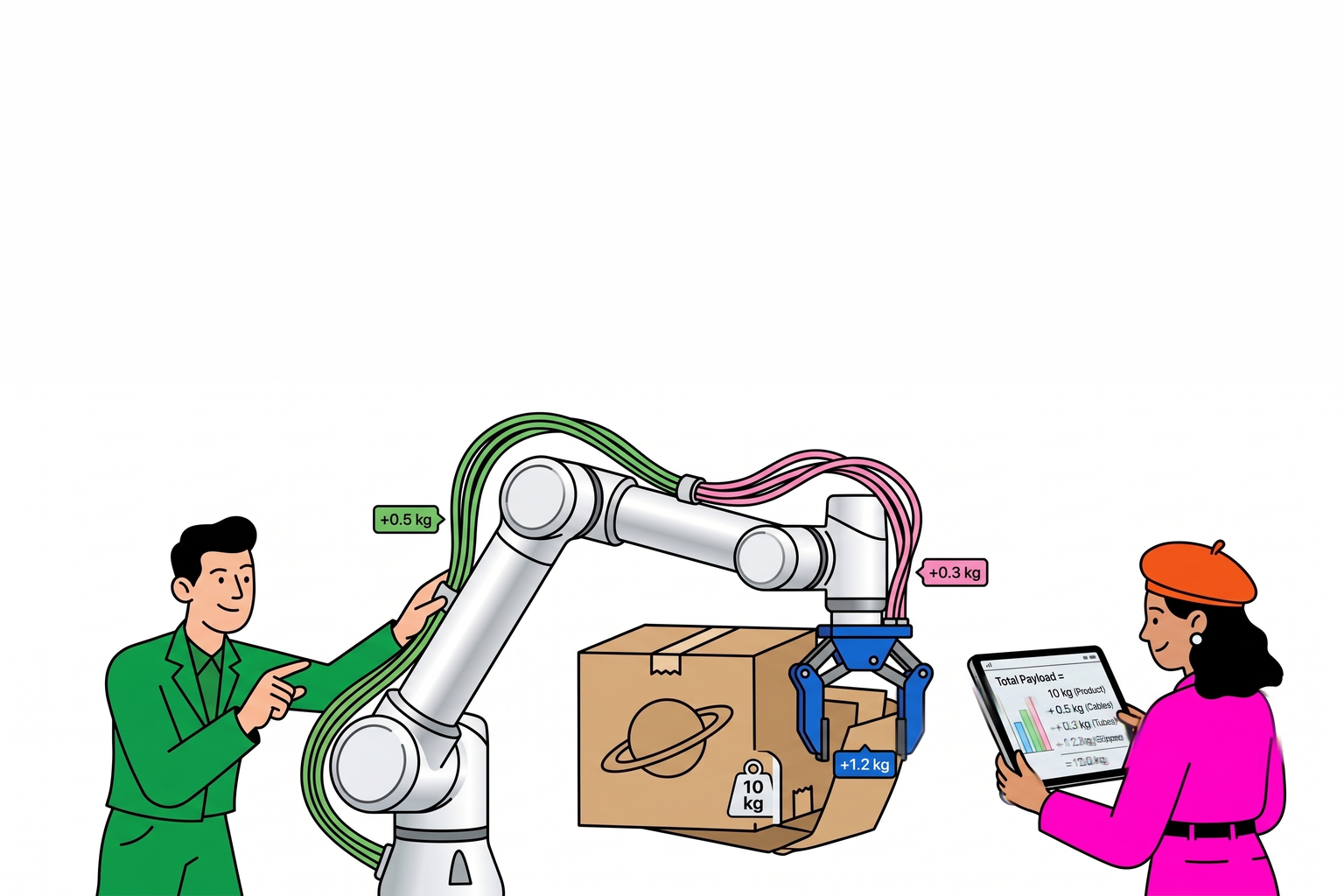
Payload is the whole torch package. Torch + cable dress + feed/gas interface + fixture reaction—worst-case TCP. Budget rated headroom; peak is reference. Weighing method: Payload guide.
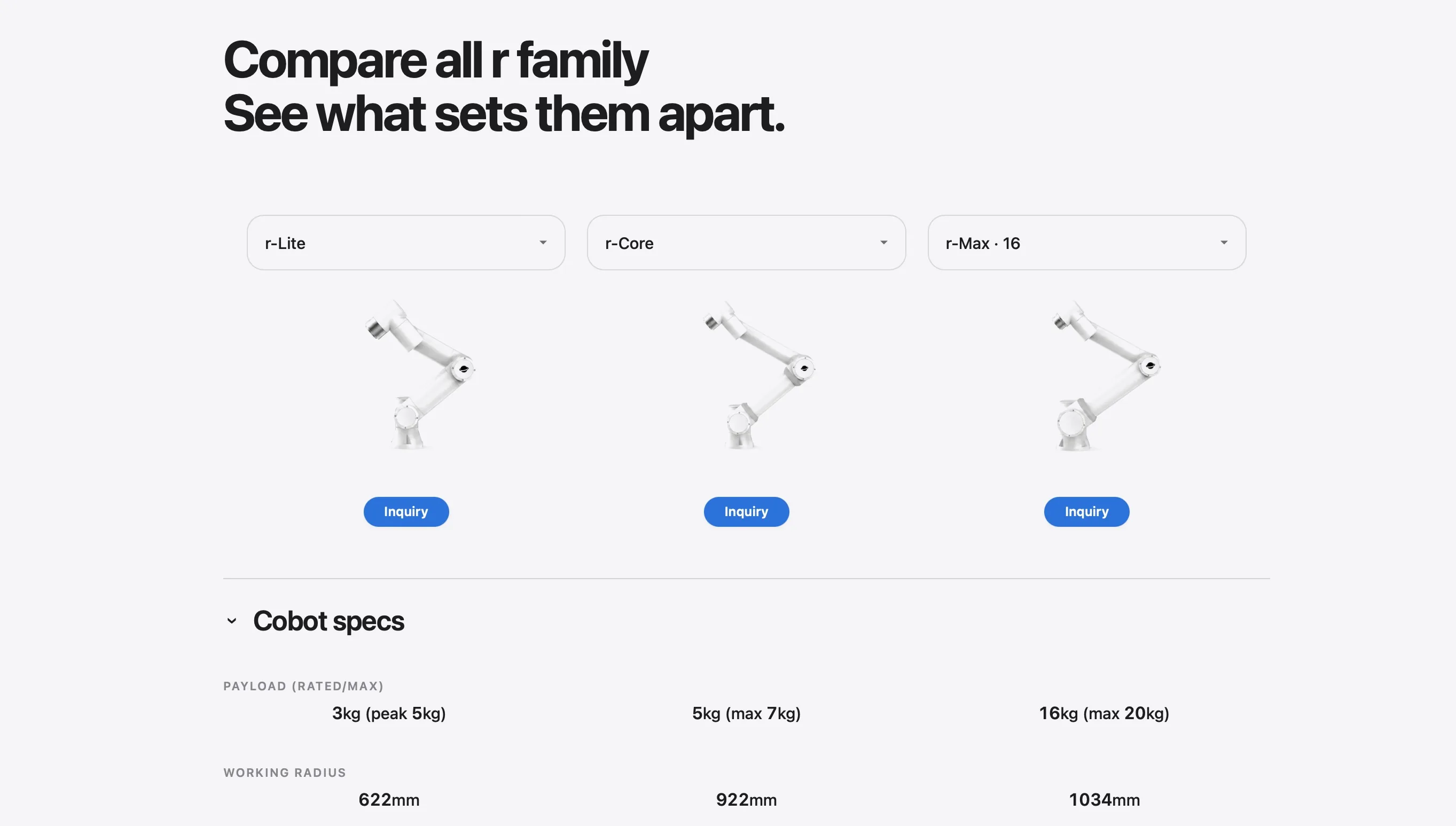
The most common assist starting point is r-Core (~5 kg rated, 7 kg peak). Light MIG/MAG torch bodies plus partial cable dress often land around 3–4 kg on the scale—inside rated headroom, but integrators still validate arc-start accel and poses. If torch + cable totals at or above 5 kg rated, the usual paths are: lighter torch/cable routing, or add the r-Reach (~10 kg rated) row in Side-by-Side Comparison—not blindly stepping to a heavier tier.
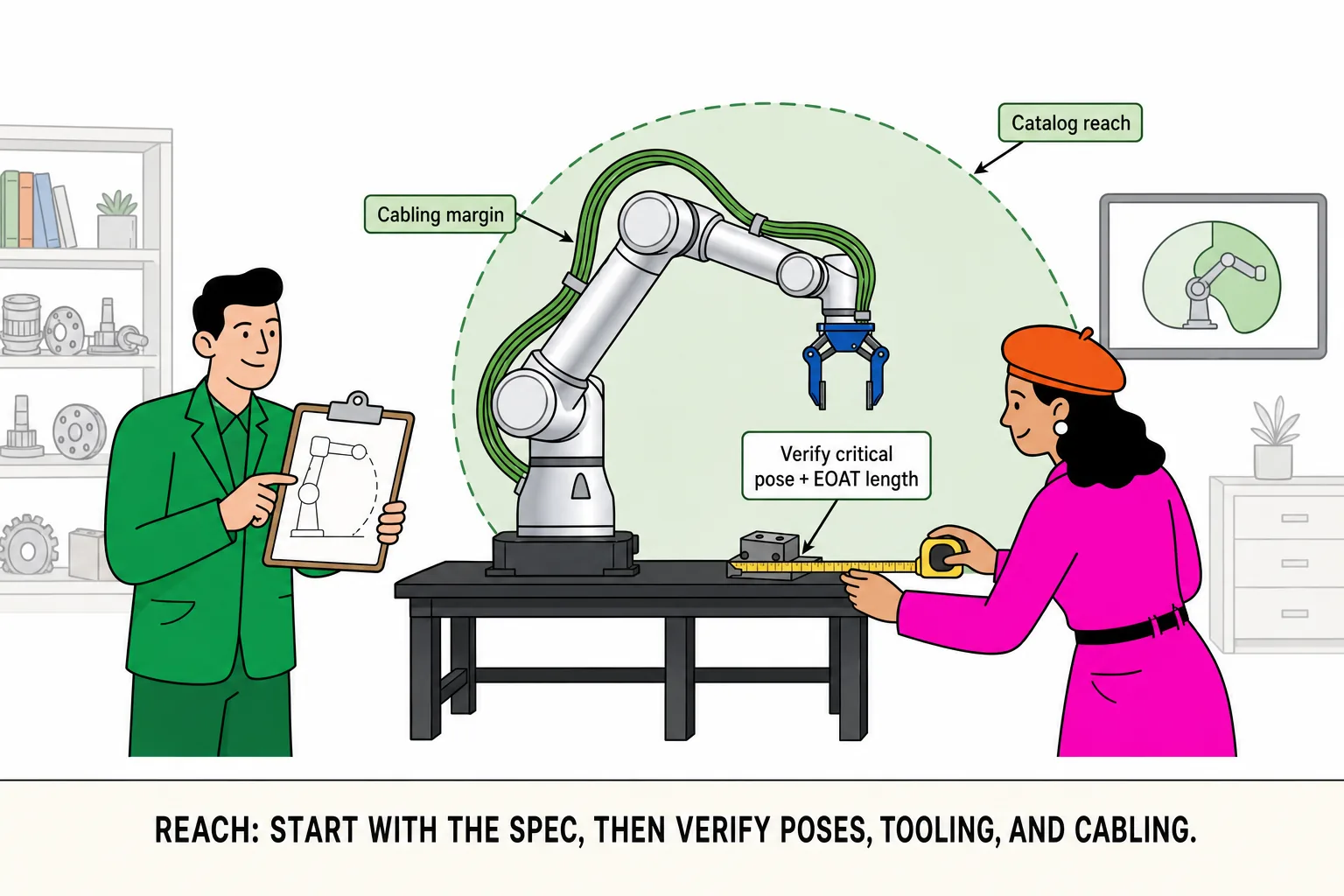
Reach is seam ends plus retract. Arc start, crater, torch rotation clearing clamps or screens—these poses fail more often than “mid-seam distance to base.” r-Core catalog reach is ~922 mm; check flat, vertical, and wrap corners point by point—see the Reach guide.
Payload vignettes (illustrative—weigh on site)
Vignette A — light torch package, r-Core stays in the set: Torch + cable scaled at 3.6 kg, fixture reaction not yet added → ~72% of r-Core 5 kg rated. Arc-start accel and corner poses still need teach validation—3.6 < 5 is not automatic approval.
Vignette B — heavy torch package, lighten or step to r-Reach: Scale reads 5.4 kg → above r-Core 5 kg rated. Prefer lighter torch/cable routing first; if process forbids it, add r-Reach ~10 kg rated in the comparison table. Assist welding rarely needs the same station to also run heavy handling—that is a separate sizing path.
How this differs from an industrial welding line
| Dimension | Cobot welding assist | Industrial welding line |
|---|---|---|
| What you buy | Repeatable path + human QC | Throughput + locked procedure |
| Batch shape | Mixed SKUs, moderate volume | Long runs, same SKU |
| People | Welder nearby, first-piece sign-off | Often hard-guarded, remote |
| Typical limiter | Fixture and fit-up | Takt, certification, multi-pass |
Not “which is better”—which matches the job. Heavy multi-pass, pressure-vessel class automation, unattended production goals—usually outside assist cobot territory. Repeat structural seams, small batches, need to keep welders on staff—that is where the conversation starts.
Three ways assist welding projects stumble
Sold internally as fully automatic welding. No QC sign-off, no sealed first article—production complaints become liability arguments, not quality fixes.
Path taught before fixture is under control. Batch one perfect, batch two gap opens, path misses—usually locating drift, not “robot accuracy.”
Fume, optical, and guarding added late. Collaborative booths still need EHS sign-off; ventilation, screens, and estop logic belong in the quote pack with the arm—not plywood after delivery.
When to look at industrial robots or stay manual
Heavy multi-pass production needing certified automation packages
Fit-up cannot be held teachable without sensing budget
Torch package consumes rated payload with no lighter option
Customer spec excludes cobot welding or demands unattended operation
Integrator review checklist (welding assist)
| Check | What it tells you |
|---|---|
| Torch + cable + adapter worst-case load | Margin at arc start |
| Arc start / crater / retract poses | First place paper reach fails |
| Fixture repeatability and gap tolerance | Teach-only vs sensing |
| Welder QC, first article, stop authority | Human–robot split |
| Fume, optical, screens, estop | EHS on collaborative booths too |
| Customer/industry rules on assist welding | Avoid PO vs standard conflict |