Early in an automation project, spec sheets throw around collaborative robot, cobot, and robotic arm—they usually mean the same class of equipment: a multi-joint, programmable collaborative robotic arm that picks, places, assembles, or inspects on a line or in a lab.
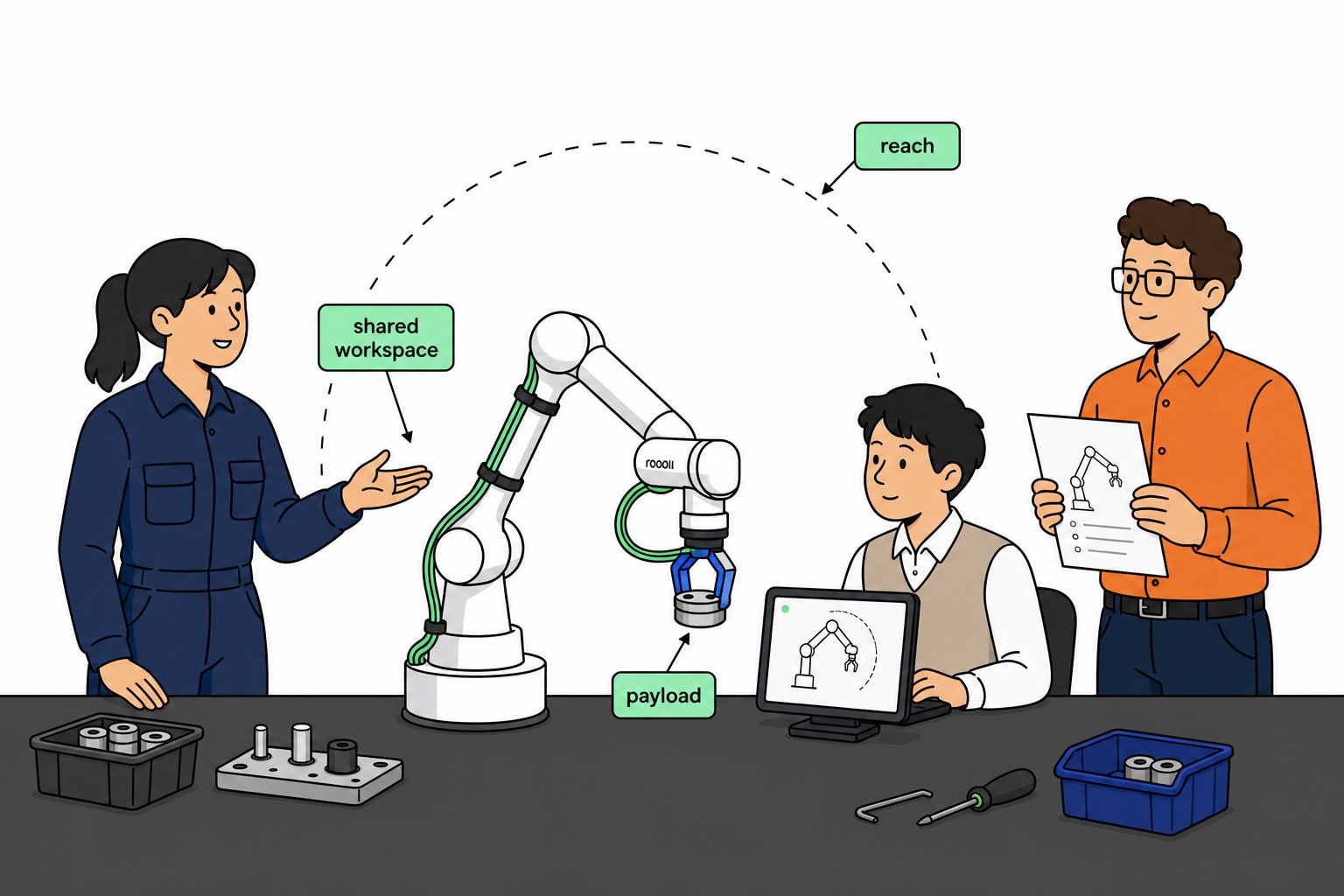
The difference from a traditional industrial arm is not “does it move?” but whether people and the arm can share the same workspace. Cobots are typically compact, faster to deploy, and designed with force limiting or speed control so nearby tending, loading, or inspection stays within your risk plan. Collaborative does not mean zero safety work—you still define zones, speeds, and person distance. Scope safety and I/O before you quote → Safety & I/O guide
Where cobots usually land
Use this industry → typical station tasks map to find your starting point (most industries run more than one cell—the table lists common first deployments):
| Industry | Typical cobot robotic arm tasks / stations |
|---|---|
| Smart manufacturing / general industry | Assembly, screw driving, welding assist, vision inspection, line-side feeding, changeover support |
| Automotive & parts | Sub-assembly, machine tending, gauge sampling, adhesive / dispensing assist |
| Electronics & PCB | Board gluing, AOI re-check, insert / placement assist, test load-unload |
| Semiconductor & electronics assembly | Test load-unload, carrier / burn-in rack transfer, re-check repeat handling, limited collab in controlled areas (match cleanroom / process grade) |
| Machining & metal | CNC / mill-turn tending, deburr assist, press pick-place, gauge checks |
| Rubber, plastics & injection molding | Injection mold tending, degate / trim assist, insert placement, in-mold labeling support |
| New energy & batteries | Cell / module transfer, leak-test tending, PACK line assembly assist, EOL test stations |
| Logistics & warehousing | Palletizing / depalletizing, sort assist, unitizing, end-of-line case pack |
| E-commerce & fulfillment | Parcel sort assist, order kitting, returns inspection, pre-label / weigh pick-place |
| Food & packaging (production) | Case pack, label assist, light sort (match food / cleanroom grade to your spec) |
| Personal care & FMCG | Fill / cap assist, gift-box packing, multi-SKU changeover pick-place |
| Medical & clinical lab | Analyzer loading, sample / plate transfer, repeatable bench aliquoting, traceable motion |
| Hospital rehab & therapy | Rehab assist paths, therapy stroke replay (scope to clinical workflow and local rules) |
| Pharma & biotech | Plate / carrier transfer, clean-bench repeat motion, batch changeover by program |
| Quality & metrology | CMM / gauge sampling, repeat measure points, SPC inspection load-unload |
| Retail & front-of-house service | Recipe pours, dessert / bar prep, smart-dining front-station cadence |
| Education & research | Curriculum demos, competition-season roll-in, programmable research pick-place |
| Consumer goods & 3C packaging | Carton pack, case seal assist, multi-SKU changeover pick-place |
→ Roooll applications by industry: Smart Manufacturing · Medical & Lab · Retail & Service · Education & Research
Roooll r-Series spans r-Lite (standard, integrated, mobile S/L), r-Core, r-Reach, r-Max (16 kg / 20 kg), and r-Ultra—from compact cells and line-ready defaults to long-reach transfer and heavy payload. Learn the terms below first—then the comparison table takes minutes, not meetings.
Five terms to know before you shortlist
Payload — how much weight the arm can carry in stable operation
Rated payload in the catalog is for continuous work; peak/instant payload applies only to brief moves. Count part + gripper/vacuum/adapter + external cabling—not part weight alone. Under-estimating payload leads to drops, protective stops, and takt drift on the floor.
→ How to calculate and leave margin: Payload guide
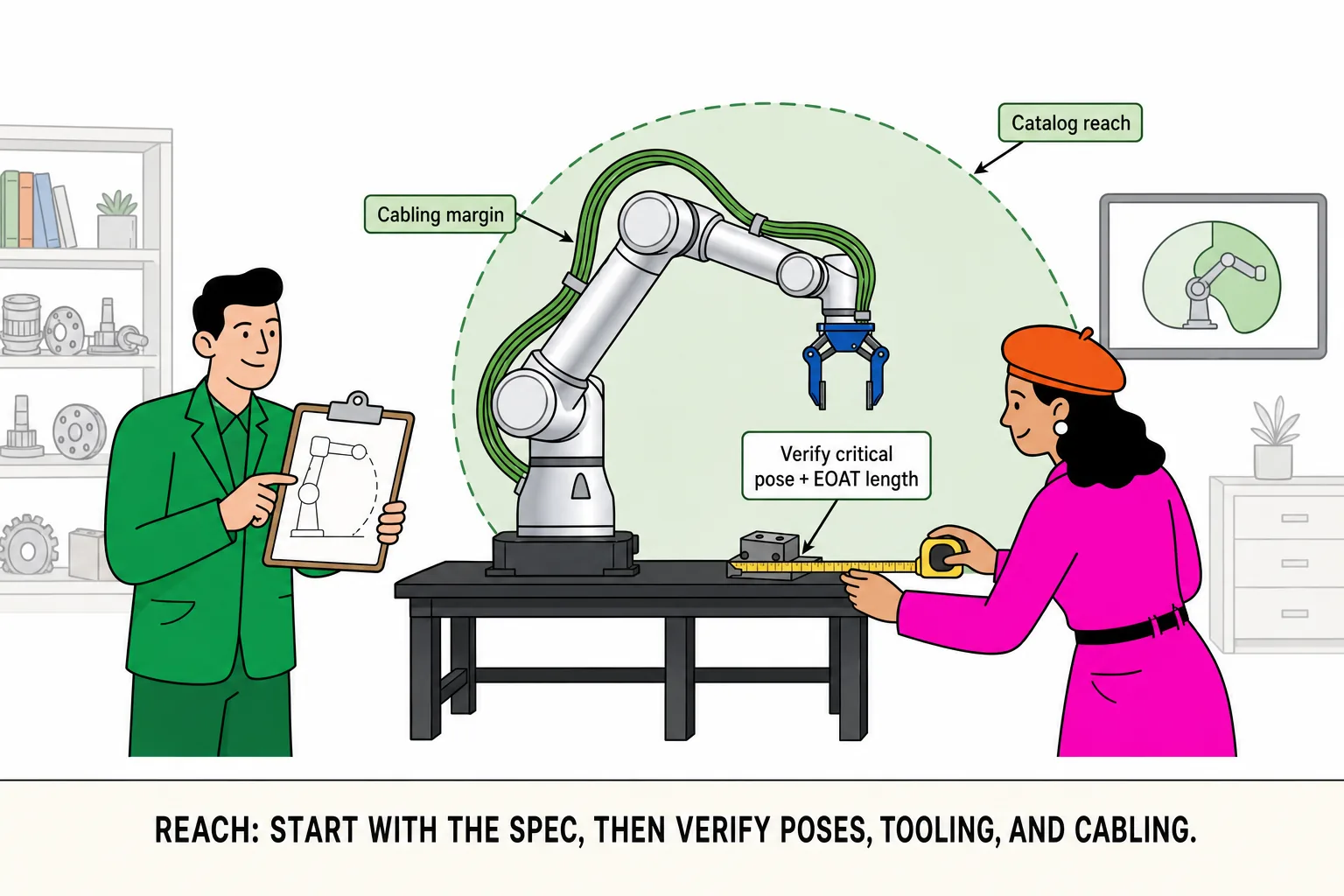
Reach (working radius) — can you get there in the pose you actually run?
Catalog reach is a manufacturer reference under stated conditions—it answers how far the arm is rated to extend, not whether your station is covered at your real pick/place angle. Account for TCP (below), EOAT length, cable dress, and obstacles together.
→ How to verify catalog reach vs critical poses: Reach guide
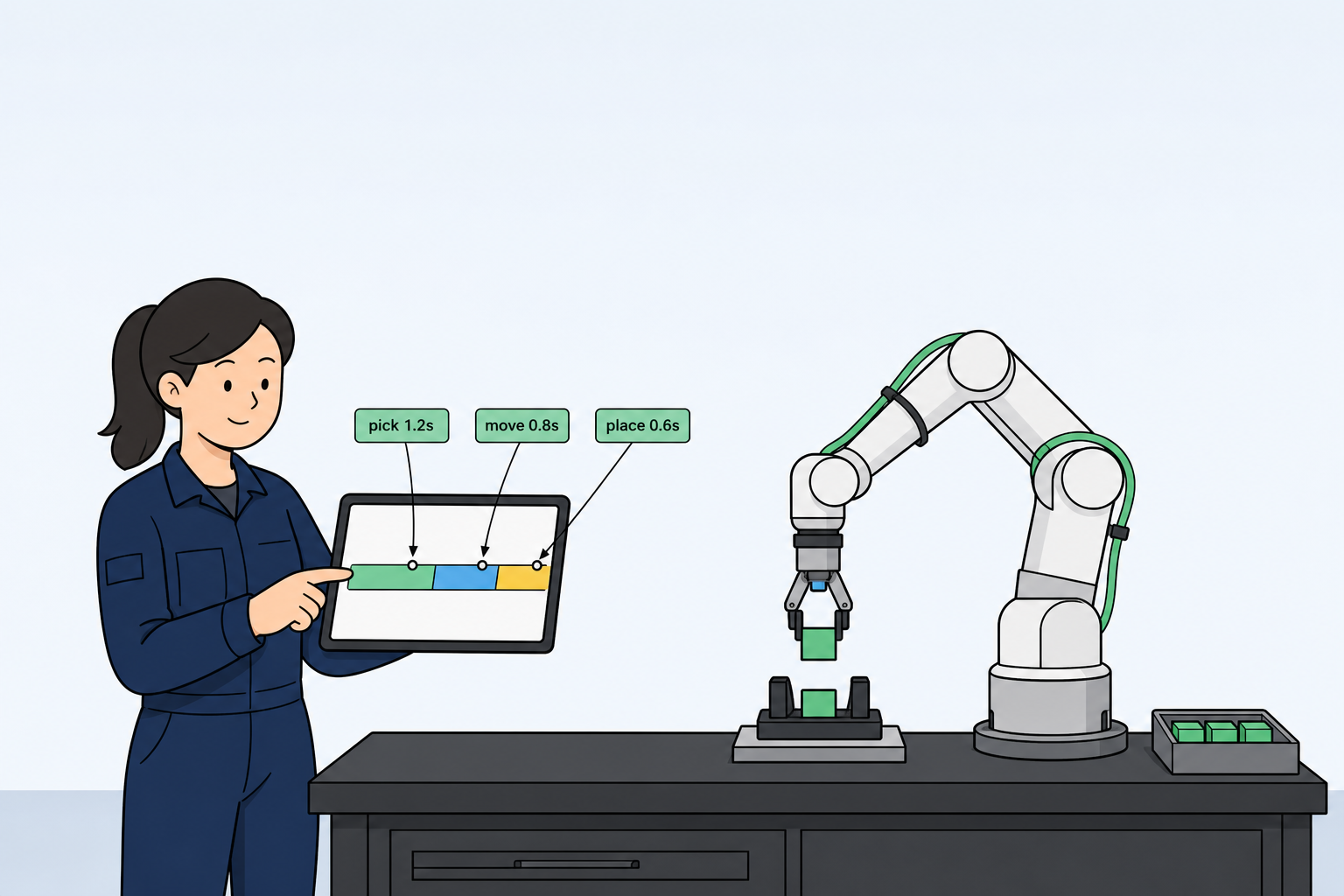
Cycle time — how many seconds one full loop really takes
Catalog max TCP speed is not your stable cycle time. Add pick, transfer, place, gripper open/close, vacuum build/vent, and inspection waits line by line, then pilot on real parts.
→ How to estimate loop time vs line takt: Cycle time guide
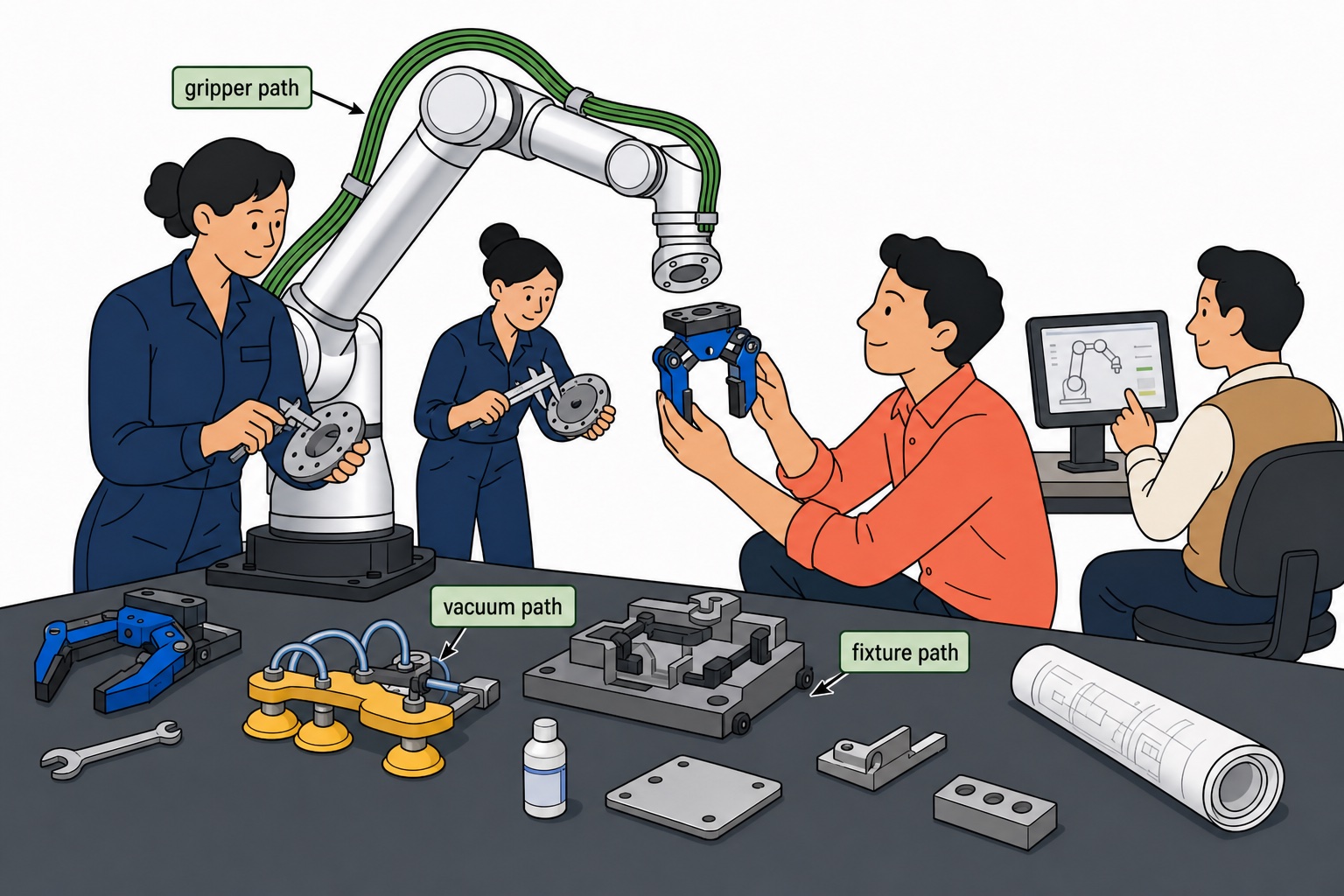
EOAT (end of arm tooling) — the arm’s “hand”
Grippers, vacuum cups, custom nests, and adapter plates—the last interface between the task and the robot flange. Pick the wrong path (grip when you should vacuum, clamp when you should locate) and both payload and takt math break.
→ Gripper vs vacuum vs fixture paths: End-effector guide
TCP (tool center point) — the reference point for motion and measurement
Programs and paths are defined around the TCP, not the flange center. Change the end effector and the TCP moves; when you ask “is reach enough?”, measure base to TCP, not base to flange only.
Common misunderstandings (before you quote)
“Collaborative = no safety talk.” You still define zones, e-stop, and I/O → safety guide (link above)
“Part weight only.” EOAT and cabling missing → payload guide
“Catalog reach is enough.” Critical pose and retract path never checked → reach guide
“Demo runs = takt OK.” Production takt must include waits and the slowest loop → cycle time guide
→ More selection mistakes: Selection mistakes guide