包装线尾,操作工最常见的工作之一就是把纸箱从输送带搬到托盘上,一层层对齐、压紧、再换下一托。班次一长,问题不在「会不会码」,而在腰、肩、人员流动——年轻人不愿干,老师傅扛不住,旺季临时补人又难培训。协作机械臂码垛,卖的不是「炫技」,而是把重复、可预测的搬运动作从人身上挪到机器上,让人留在换型、异常处理和质检这些必须靠经验的地方。
协作码垛单元在产线上实际在做什么
一条典型的线尾协作码垛站,循环大致是这样:
来料 — 纸箱从输送线进入取料位(挡停、居中或视觉定位,取决于你的来料精度)
取箱 — 真空吸盘或夹具从固定高度抓起,带轻微加速/减速避免甩箱
放置 — 按当前层型坐标放到托盘上,必要时在层间加轻压或对齐
换层 / 换托 — 一层满后切下一层坐标;整托满后托盘流出,空托进入
整条线的「智能」主要体现在:层型配方可保存、换 SKU 改程序、动作轨迹可复现。人不再跟着同一节拍弯几百次腰,而是监管料道有没有卡箱、托盘是否歪、吸盘要不要保养。
用协作机械臂码垛,产线通常能拿到什么
减轻重复劳动,而不是单纯减人。 很多工厂上码垛站的第一动机是 ergonomics:同样产量下,操作工从「全程搬箱」变成「巡线 + 处理异常」。这对工伤风险、出勤稳定性和招聘话术都有实际帮助。
垛型更一致,倒垛和货损下降。 人工码垛在班次后段容易赶节拍、对角线没对齐;程序化放置每箱落点相同,胶带和边角受力更均匀,仓储装车时也省得重新整理。
换规格时不一定要动硬件。 同一套真空工具,往往可以通过改层型程序支持 2–3 种常见箱规;比换一条重型专机线或改围栏快得多。换型仍要花时间验证,但改程序通常比改机械便宜。
占地和部署周期相对友好。 协作单元可以贴线安装,基座面积常见在 0.2–0.4 m² 量级(具体以选型为准),对已经挤满的线尾比传统大型码垛机器人更容易「塞进去」。这对改造线、试点一条包装线特别关键。
把熟练工从重复劳动里释放出来。 老师傅的时间更适合放在:新箱规第一次试码、吸盘选型、和集成商一起定安全围栏——而不是每天八小时重复同一抓取动作。
层型(layer pattern)到底在定什么
采购对话里说的层型,就是「每一层纸箱怎么摆」。例如 600 mm × 400 mm 的箱,一层 3×2 共 6 箱,全部同向;上一层旋转 90° 交错锁型;再上一层又回到同向——这就是一种可保存的配方。
层型直接影响三件事:
最高层时臂还能不能垂直取放 — 角点越高、越偏,对臂展和腕部姿态要求越苛刻
换 SKU 要改什么 — 只改坐标,还是要换吸盘、挡边或托盘规格
侧向力与倒垛风险 — 交错层通常更稳,但对取放路径要求更高
报价前建议把默认箱规(长×宽×高)、每层箱数、总层数、是否旋转层、托盘进出方向写在一页纸上。集成商用这一页就能判断:是需要紧凑 r-Core 单元,还是该把 r-Max 放进 横向对比选型 表。
负载与臂展:怎么粗算(对照目录额定值)
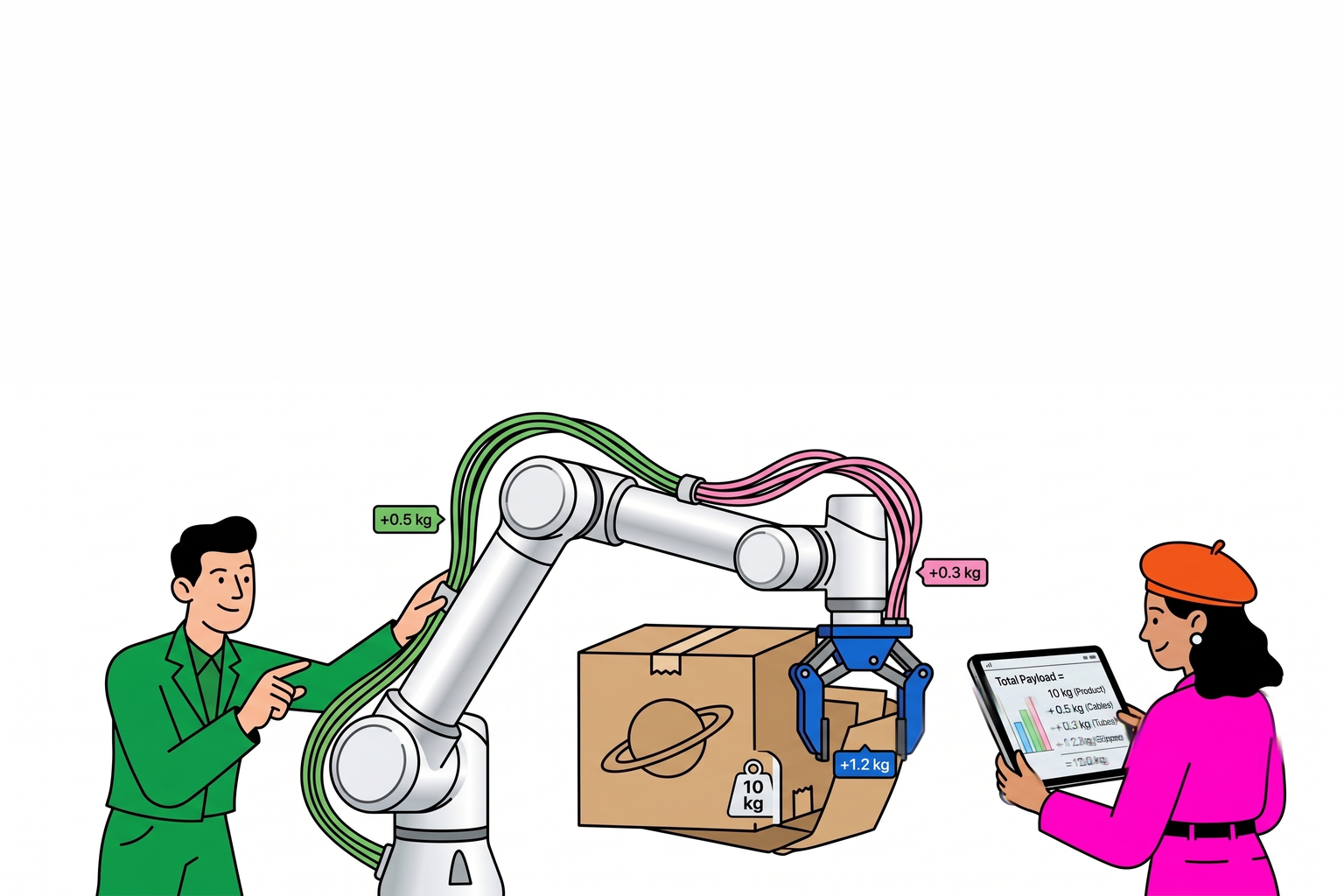
负载:一定按额定、算最坏。 不是只称纸箱,而是:
最重纸箱 + 吸盘/夹板 + 阀组/转接件 + 日常余量(留给自己和集成商调轨迹)
catalog 上的峰值(如 r-Core 最大 7 kg)只能作参考;量产能不能稳,看额定负载下有没有余量。算法与 EOAT 余量思路见 负载指南。
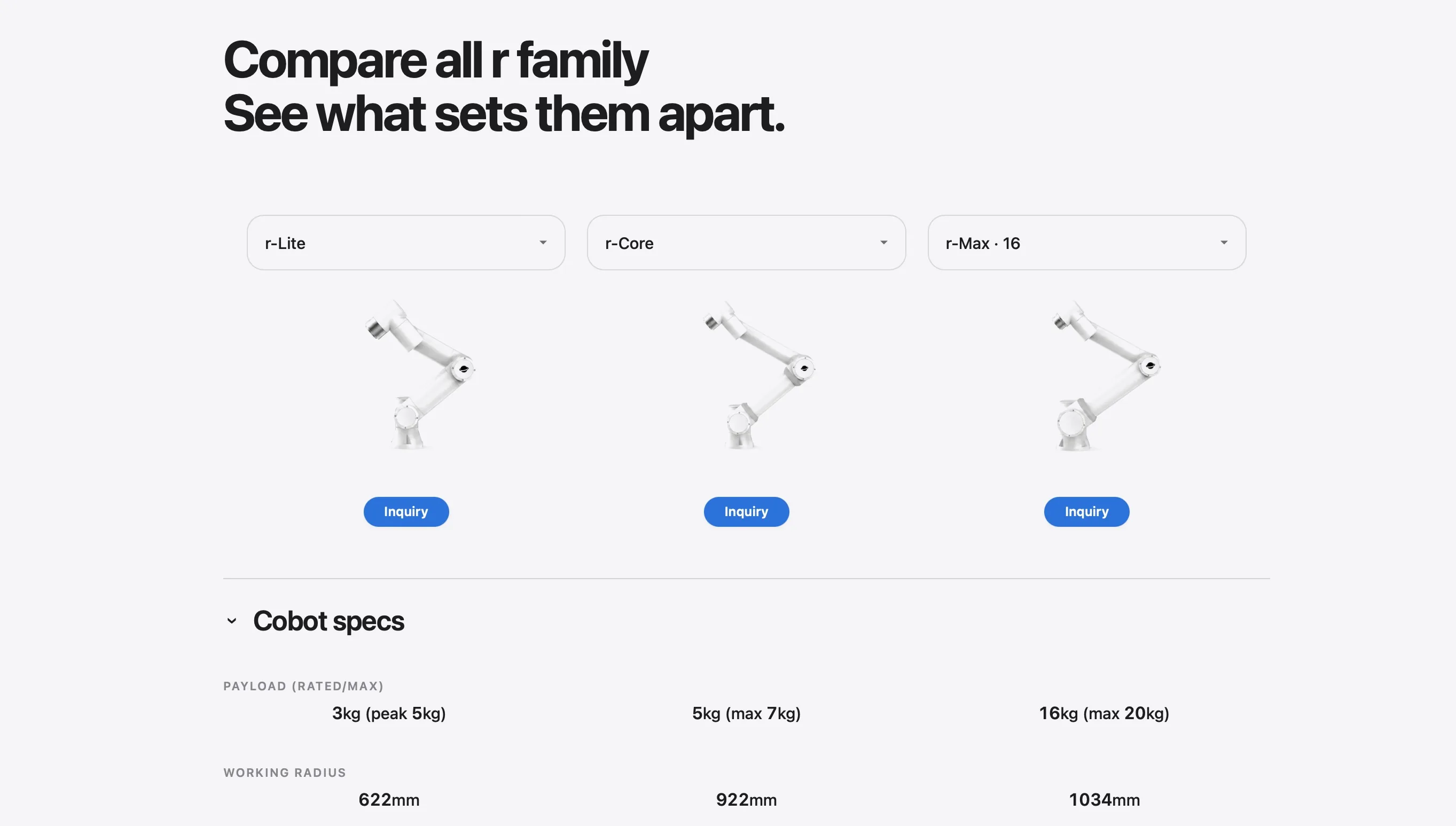
Roooll 对比表里和码垛最常比较的额定档大致是:r-Core 约 5 kg 额定、r-Max 16–20 kg 额定——不是「越重越好」,而是最坏 TCP 落在哪一档的额定裕量里。
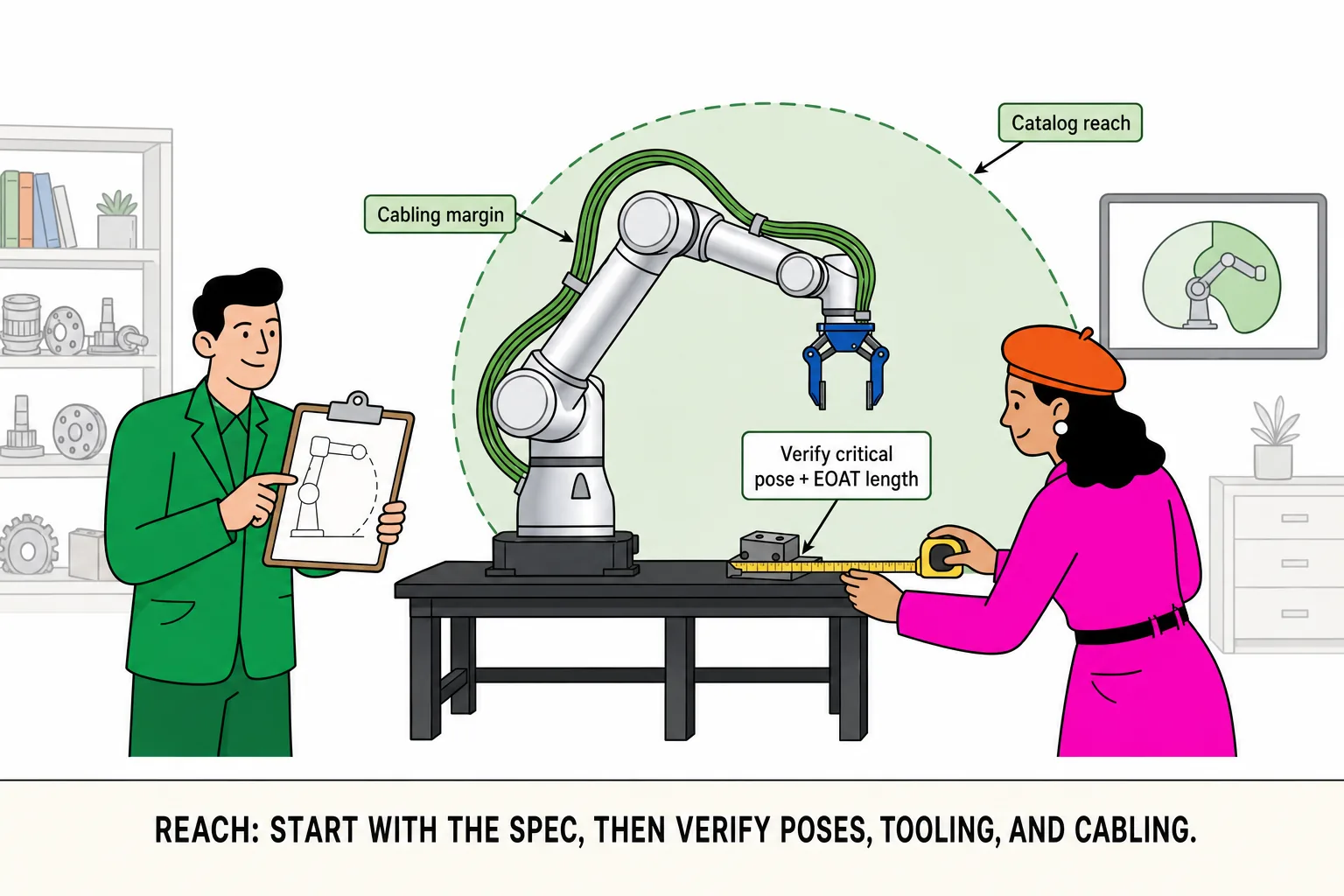
臂展:一定校核角点,不是量中心距。 托盘中心离基座 900 mm,不等于角点也够。r-Core 目录臂展约 922 mm、r-Max 长臂展档约 1854 mm——满垛远角、近侧进箱、退避时线缆会不会扫到围栏,要在布局里逐点标。方法见 臂展指南。
两个负载推演(对照目录,示意非报价)
推演 A — 轻箱, r-Core 可以进决赛圈: 最重箱 3.5 kg,真空组 + 支架 0.7 kg,合计 4.2 kg。相对 r-Core 5 kg 额定还有约 0.8 kg 名义空间——是否够量产,取决于加减速、满垛角点姿态和集成商轨迹验证;不是「4.2 < 5 就一定 OK」。
推演 B — 中箱,应直接看 r-Max 16 kg ,不是硬上 r-Core: 最重箱 8 kg,真空组 + 支架 1.2 kg,合计 9.2 kg。这已经超过 r-Core 5 kg 额定(也超过 7 kg 峰值),r-Core 不在严肃选型范围内。应把 r-Max 16 kg 额定档放进 横向对比选型——9.2 kg 约占 16 kg 额定的 57%,才谈得上日常余量;若角点还要长臂展,再对比 r-Max 20 kg 长臂展,而不是删吸盘硬凑 r-Core。
现场最常翻车的三件事
只 demo 一层,量产才试满垛。 演示时码两层很稳,第四层角点腕部打弯、线缆吃角度,保护停机才开始出现。试码就要按目标层数试,不是按「今天先给客户看」试。
来料精度没谈清,就假设视觉能救。 输送线停位 ±20 mm 和 ±3 mm,集成方案完全不同。来料散、箱形软,要先谈挡边/理料/视觉,不要写进合同后再加预算。
节拍只数臂动,不算破真空和换托。 真实循环里,吸盘 vent、层间抬升、托盘信号等待常常占满时间。节拍目标要和集成商一起拆成动作清单,而不是拿 catalog TCP 速度反推。
什么时候该认真对比 r-Max,或保留人工/专机
单箱 + EOAT 已超过 r-Core 5 kg 额定 — 应直接对比 r-Max 16/20 kg 档,而非赌 r-Core 峰值 7 kg
单箱 + 工装长期贴着 r-Max 额定高区跑 24/7 — 需要集成商做轨迹与温升评估
整托很高、角点很远 — r-Max 长臂展档与 16 kg 档一起进对比
来料重量混乱、无配方 — 程序无法稳定,应先解决称重或分拣
要求第一天就达到专用码垛机同款节拍 — 协作单元优势在灵活与占地,不是无限节拍
集成商评审清单(码垛)
| 核对项 | 说明 |
|---|---|
| 最坏 TCP 负载(额定,含 EOAT) | 量产后是否还有调轨迹余量 |
| 满垛角点姿态 + 退避路径 | 纸面臂展是否在这里失效 |
| 层型配方与换 SKU 步骤 | 改程序还是改工装,要花多久 |
| 来料停位与定位方式 | 决定要不要视觉/挡边 |
| 破真空、换层、换托信号 | 真实节拍能不能追上包装线 |
| 人机分工与围栏 | 协作工位也要可验收的安全方案 |