CNC、车铣复合、加工中心——设备采购和折旧是按主轴转没转算的,不是按「操作工有没有站在门口」算的。三班制里,等料、等门、等首件确认,都会把小时费率很高的机床变成 expensive 的暖机机。协作机械臂上下料在不少工厂里的第一诉求,是把开门—装卸—关门的重复动作从人身上挪走,让主轴在有人监护的前提下多转几十分钟——尤其多品种、批次不大、但单件加工时间够长的场景。
协作 CNC 上下料站在产线上实际在做什么
典型循环:
来料 — 毛坯/半成品在料仓、输送或双工位治具上就位
开门取放 — 臂等机床「允许进入」信号,进入门内抓取/放置;有的单元双抓:一手取完成件、一手放毛坯
关门前确认 — 与机床、夹具互锁;人可在旁处理异常
加工中臂等待 — 真实节拍 = 加工时间 + 门循环;臂动往往只占一小段
买的是可重复的装卸路径 + 与机床的安全互锁——不是「无人黑灯工厂」。
用协作臂做 CNC 上下料,产线通常能拿到什么
主轴利用率(OEE 里最好算的一笔)。 若单件加工 8 分钟、人工装卸 + 等门占 1.5 分钟,自动上下料理论上每循环回收一部分非切削时间——乘上班次小时数和机床小时费率,比「省 0.3 个操作工」更容易说服生产经理。先用最近一周的实际停机/等料记录估,不要拍脑袋。
三班质量更一致。 夜班装卸偏差导致偏装、碰刀、空夹——白天才能发现。程序路径 + 定心治具减少「装夹手感」差异。
多品种切换相对灵活。 相比固定桁架,协作单元换 SKU 常改程序、换指爪、调料仓——适合零件家族多、每批几十件的机加车间。
人转到调机、首件、异常。 老师傅不再「焊在门边」,而是做刀具、补测、工艺试切——和锁付、码垛一样,是分工而不是简单减人。
报价前先核:重量、门、节拍
工件 + 指爪重量决定对比哪一档额定负载。 这是 CNC 上下料和螺丝锁付最大不同的地方——零件可能是 0.2 kg 小件,也可能是 6–8 kg 毛坯:
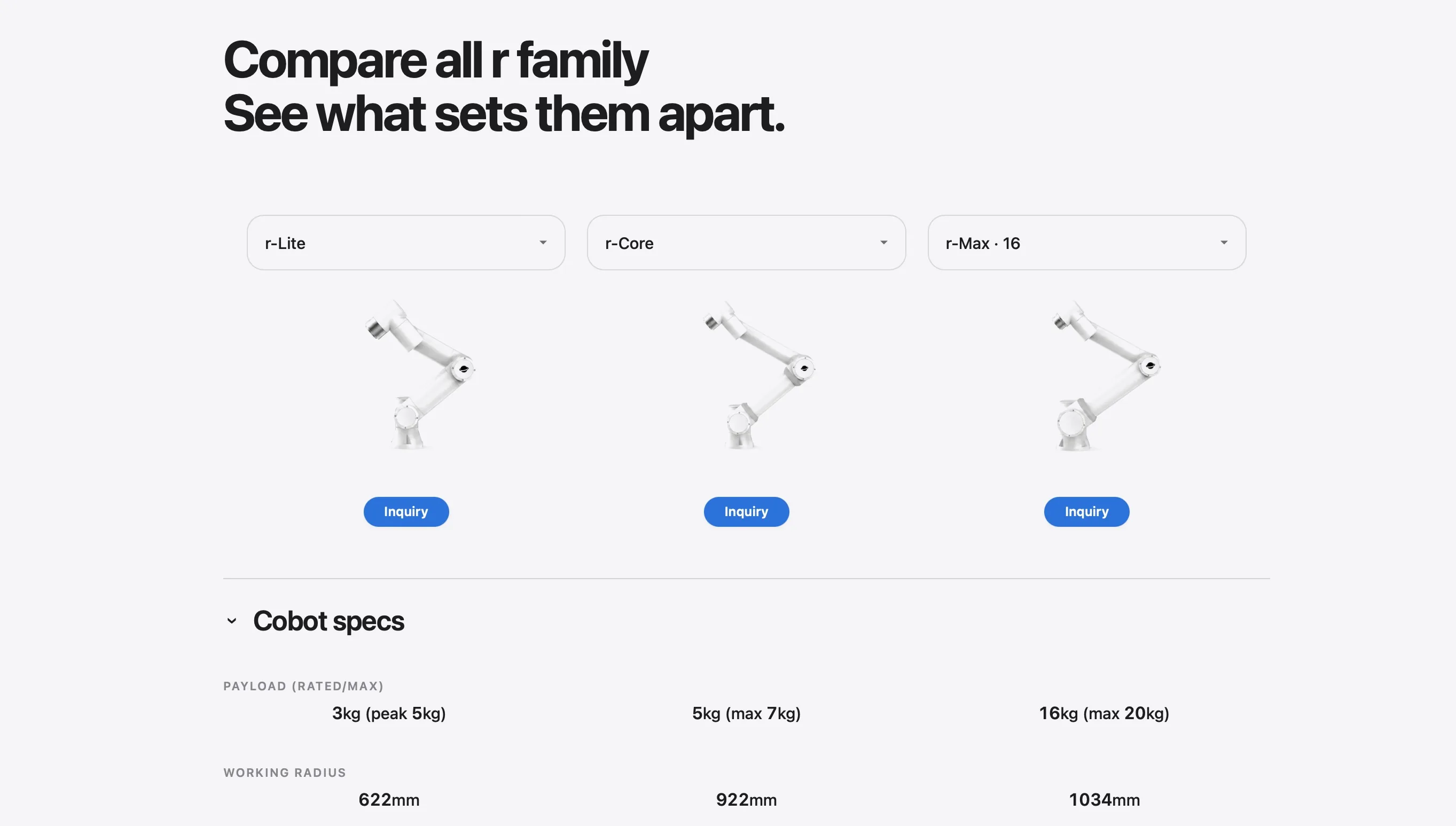
小件、紧凑门内空间:r-Core(约 5 kg 额定) 常见起点
较重毛坯或大型夹爪:r-Reach(约 10 kg 额定) 应进 横向对比选型
是否上 r-Max 档,看最坏 TCP(件 + 爪 + 转接)是否长期贴着 10 kg 额定跑——不是默认「机加就要大臂」
门循环与互锁比臂动速度更常卡节拍。 安全 PLC、光幕、双抓逻辑、吹屑/清洁是否进循环——集成商应拆成时间表,见 节拍指南。
环境:切削液、屑、防护。 协作臂可以贴门侧部署,但 IP、线缆走线、指爪维护周期要写进方案——不是 arm 到了再补防护罩。
粗算 ROI 的一个框架(示意)
记 R = 机床小时费率(含折旧+电费+摊销),Δt = 每个循环回收的非切削分钟,N = 每班循环数:
每班回收 ≈ R × (Δt × N / 60)
用产线真实 Δt(等门、找件、偏装重来的平均)代入——若 Δt 只有 15 秒而加工 20 分钟,优先级可能不如换刀、程序优化;若 Δt 接近 2 分钟而加工 5 分钟,上下料自动化通常更值得先谈。
两个负载推演(示意,须现场称重)
推演 A — 小件 0.8 kg + 指爪 0.6 kg: 合计 1.4 kg → r-Core 5 kg 额定裕量充足。评审重点:门内干涉、吹屑、双抓有没有必要。
推演 B — 毛坯 7 kg + 指爪 1.2 kg: 合计 8.2 kg → 已超过 r-Core 额定,应把 r-Reach(约 10 kg 额定) 放进对比表验证姿态——若长期 24/7 高加速度,还要问集成商余量,而不是硬选「更大一档」当默认答案。
什么时候该评估桁架 loader 或保持人工
节拍目标极端、长期单 SKU 大批量 — 专用桁架/托盘系统可能更便宜每件
门内空间极小且无法改夹具 — 协作臂可能不如人工灵活
零件来料极乱、每件都要视觉定位 — 先解决来料,再谈臂
要求完全无人且安全认证路径只接受 hard guarding — 协作近场不是同一类产品
集成商评审清单(CNC 上下料)
| 核对项 | 说明 |
|---|---|
| 最坏 TCP(件 + 爪 + 转接) | 额定负载与加速度余量 |
| 门开全 / 半开与互锁信号 | 真实 Δt |
| 双抓 vs 单抓 | 加工时间够长才值得 |
| 夹具重复性与偏装风险 | 碰刀代价 |
| 屑、切削液、线缆 | 维护与 IP |
| 首件、换型、停线权限 | 人机分工 |