焊接车间的痛点很具体:老师傅退休、年轻人不愿进焊房、同一结构件上的直焊缝/圆角焊重复到「闭着眼都能走枪」。协作机械臂辅助焊的角色,不是替焊工承担工艺责任,而是让枪线稳定、速度一致、焊工从举枪蹲姿里解放出来——人仍在起弧前确认间隙、在首件上签字、在异常时停线。
协作辅助焊在产线上实际在做什么
典型协作焊接辅助站的循环:
上件 — 工件进治具,定位销/夹紧保证接口位置在可接受范围内
起弧前检查 — 焊工或班长看一眼间隙、防变形,必要时微调
臂走示教路径 — 臂按保存的 TCP 轨迹完成焊缝;焊工可在旁监护
收弧与 QC — 目视/抽检、必要时补焊;不合格品退出,不进入下一循环
这里的「自动化」是轨迹可重复,不是「无人车间」。工艺参数、材料批次、客户验收标准——仍然归属焊接工艺负责人。
用协作臂做焊接辅助,车间通常能拿到什么
重复焊缝的一致性更好。 同样 600 mm 直缝,人工后段容易拖枪、速度飘;程序路径在额定负载内稳定复现,外观和熔宽更容易对齐内部标准——尤其多班次时,夜班不必「凭手感」追白班的质量。
焊工体力消耗下降,熟练工留得更久。 举枪、蹲姿、绕工件找角度,这些消耗在大批量结构件上很真实。臂带枪走轨迹,人站在更自然的观察位做 QC,对招聘和留人都有帮助——不是去掉焊工,而是去掉最伤身体的那一段。
多品种小批更划得来。 传统焊接机器人产线换型往往动程序 + 工装 + 围栏逻辑;协作单元示教一条新焊缝,有时几小时级就能试跑(取决于接口一致性和认证要求),适合「型号多、每批不大」的工厂。
质量记录更可追溯。 同一路径反复跑,配合生产批次记录,出现客诉时可以更快对齐「哪一批、哪一条程序」——比纯人工记录更容易复盘。
与现有焊工技能互补。 老师傅的价值在工艺窗口和异常判断;臂的价值在「已知 OK 的路径」上不要人再举一遍枪。人机分工清楚,现场抵触往往比「替代焊工」叙事小。
治具、负载、臂展:报价前要谈实
治具重复性是第一优先级。 间隙飘、接口错边、反变形不足——再贵的臂也走不稳。辅助焊适合:接口形式固定、定位可靠、换型可控。如果每件都要人工敲对齐,先谈定位工艺,再谈机器人。
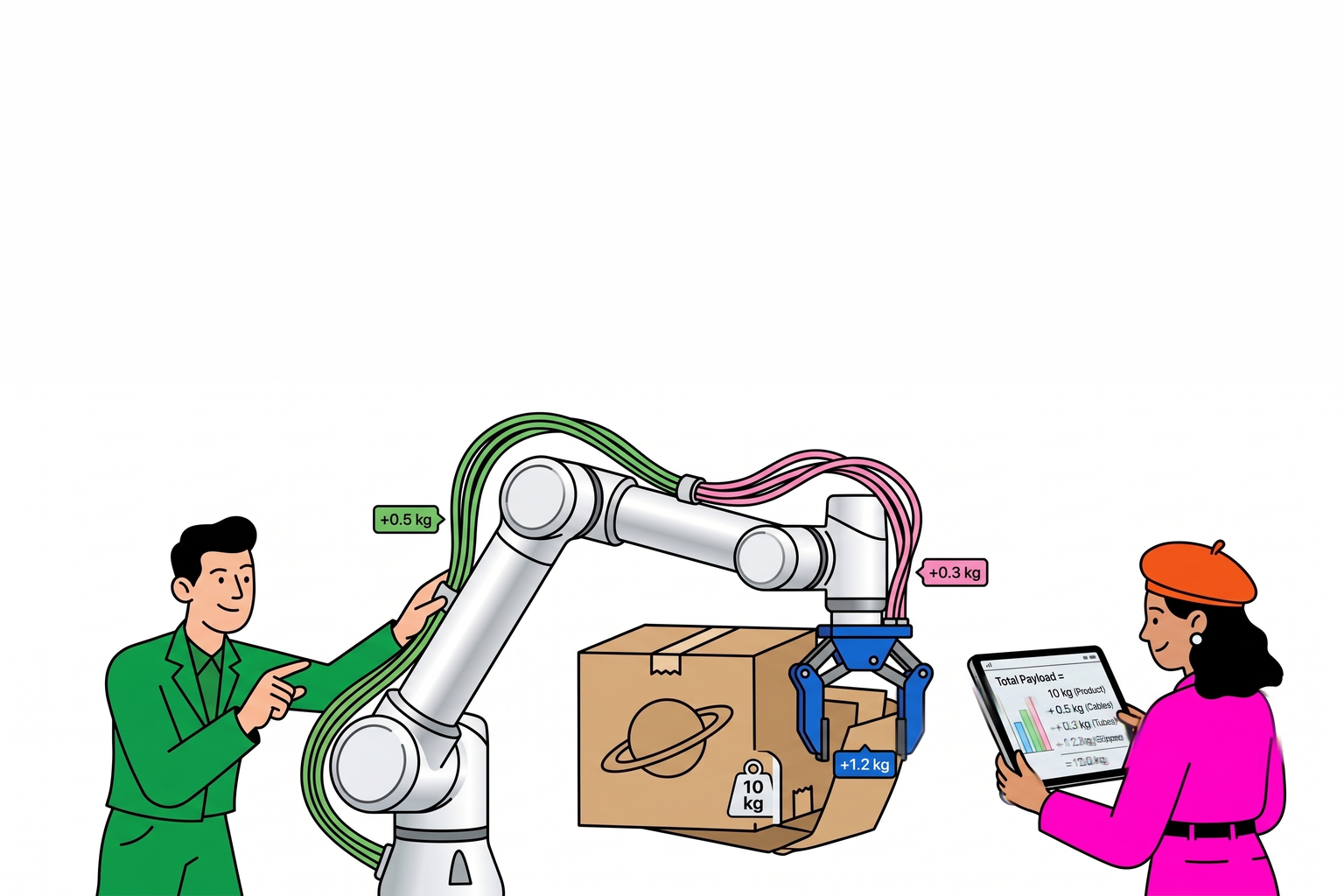
负载按焊枪整机算。 焊枪 + 电缆束 + 送丝/保护气转接 + 工装反力预留,全部进 worst-case TCP。额定留余量;峰值只作参考。称重方法见 负载指南。
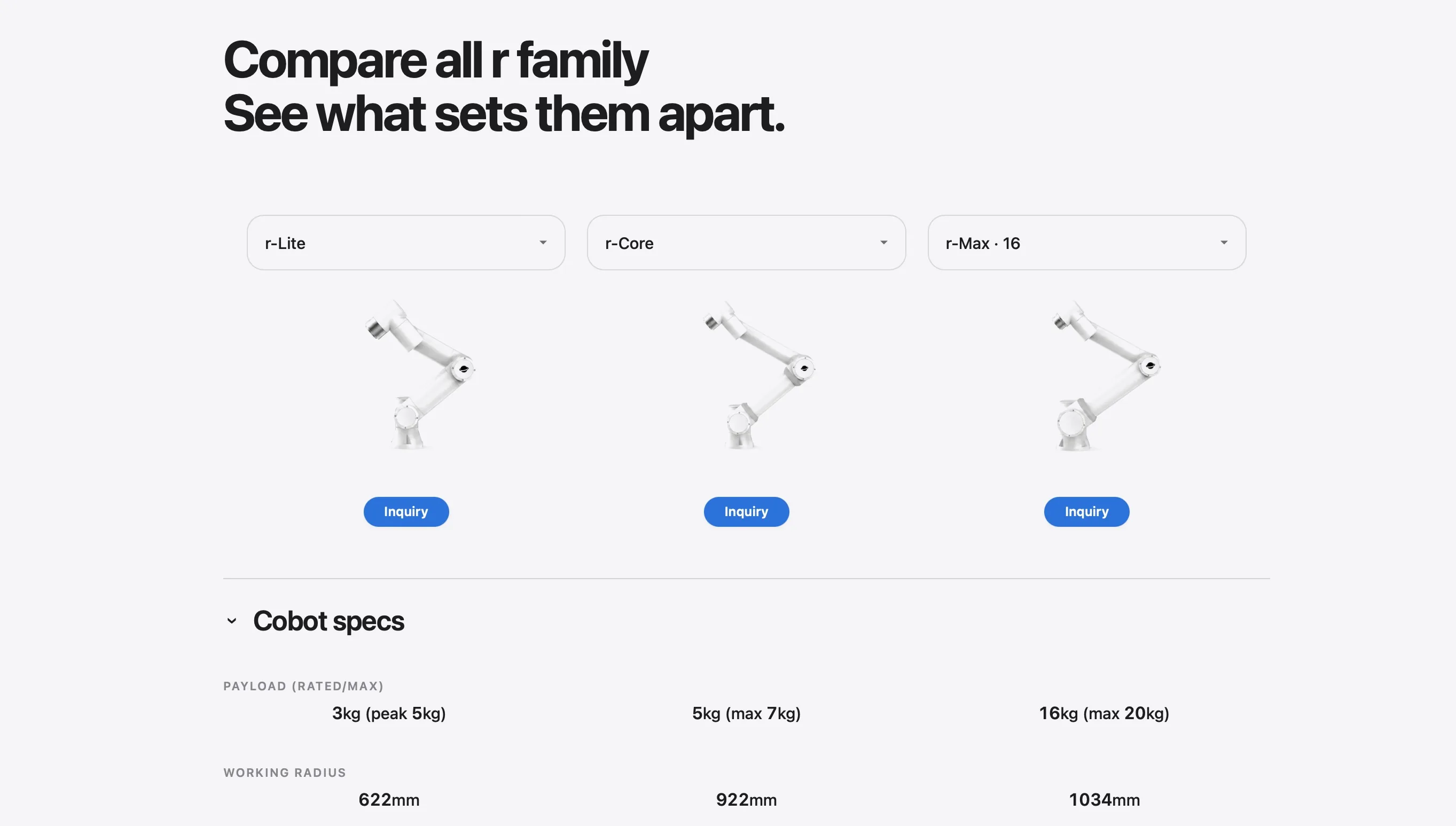
辅助焊最常见的起点是 r-Core(约 5 kg 额定,峰值 7 kg)。轻量 MIG/MAG 枪体 + 部分电缆,现场称重常在 3–4 kg 量级——落在额定内,仍须集成商按起弧加速度验证。若枪+线缆合计 逼近或超过 5 kg 额定,优先路线是:换轻量枪线 / 缩电缆拖链,或在 横向对比选型 里加入 r-Reach(约 10 kg 额定) 行对比——不是盲目选更大负载档。
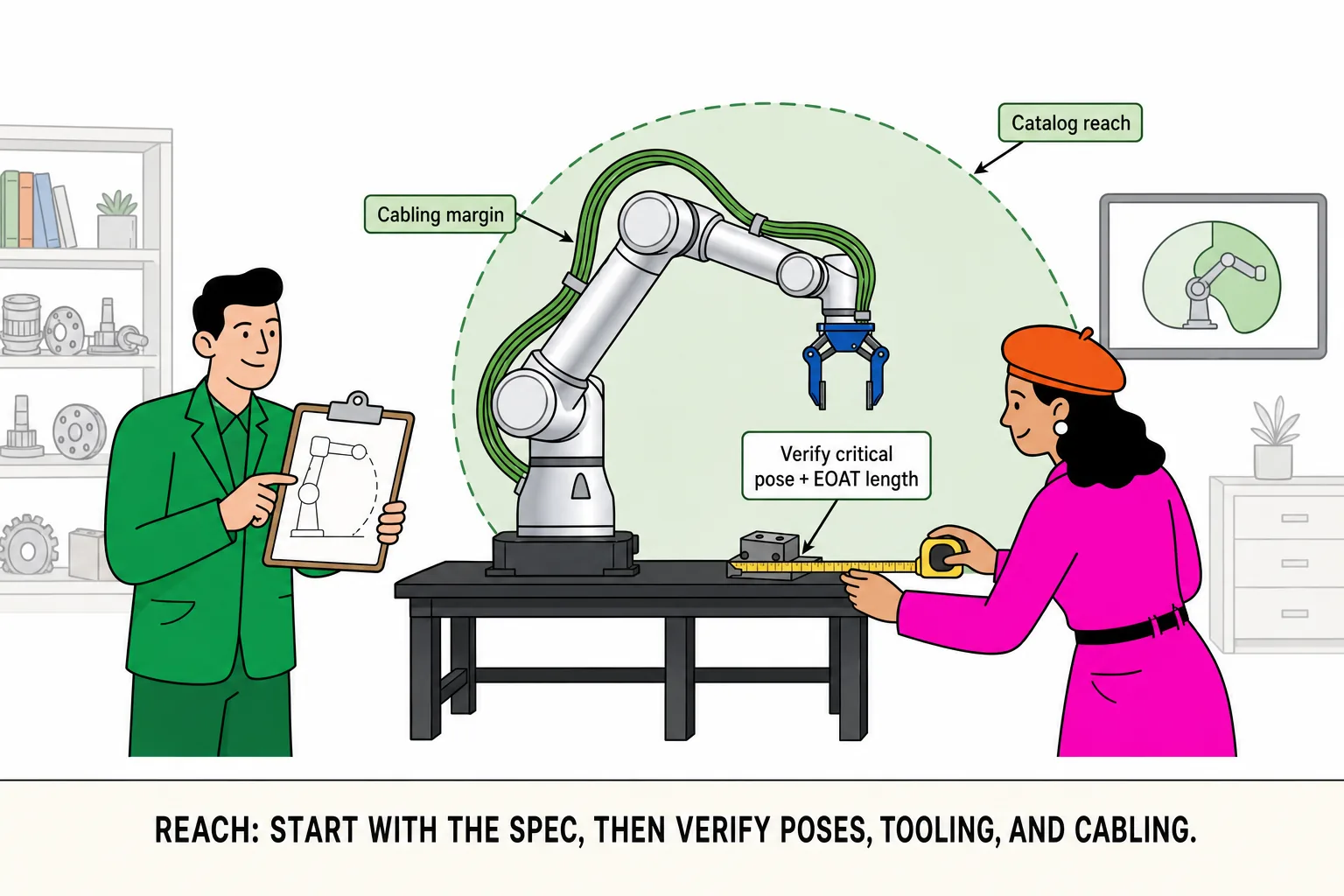
臂展要算焊缝端点 + 退枪。 起弧点、收弧点、退枪旋转是否扫到夹具或围栏——这些姿态比「焊缝中点离基座多远」更容易翻车。r-Core 目录臂展约 922 mm,侧向进枪、立焊、包角焊都要逐点过,方法见 臂展指南。
负载推演(示意,须现场称重)
推演 A — 轻量枪线,r-Core 可进决赛圈: 焊枪 + 电缆束称重 3.6 kg,暂不计反力余量 → 占 r-Core 5 kg 额定约 72%。起弧段加速度和转角姿态仍须示教验证——不是「3.6 < 5 就一定 OK」。
推演 B — 枪线偏重,先减重或看 r-Reach : 称重 5.4 kg → 已超过 r-Core 5 kg 额定。应优先轻量枪线/电缆路径;若工艺不允许,在对比表里加入 r-Reach 约 10 kg 额定 行。辅助焊很少需要同一工位兼大负载搬运——那是另一条选型路径。
和工业焊接机器人产线怎么分界
| 维度 | 协作焊接辅助 | 工业焊接机器人产线 |
|---|---|---|
| 你在买什么 | 可重复轨迹 + 人工 QC | 产能 + 工艺规程固化 |
| 批量形态 | 多品种、中小批、换型相对快 | 大批次、长周期同 SKU |
| 人员 | 焊工近场监护、首件签字 | 人远离、全围栏常见 |
| 典型瓶颈 | 治具与接口一致性 | 节拍、认证、多道焊 |
这不是「谁更好」,是任务匹配。厚板多道焊、压力容器级认证、要求无人值守量产——通常不是协作辅助焊的主场;结构件重复直缝、机架小批、焊工要留人——才是对话开始的地方。
现场最常翻车的三件事
把辅助焊当全自动焊卖给自己。 没有 QC 签字、没有首件封样,量产后客诉只会更难扯清楚谁负责。
治具还没稳定就示教量产路径。 第一批 OK,第二批间隙变大,路径全偏——不是「机器人不准」,是定位工艺没进受控范围。
烟气、光辐射、屏护后补。 协作工位也要 EHS 验收;焊房通风、遮光屏、急停逻辑应和机械臂一起写进方案,不是 arm 到了再补板子。
哪些情况应直接评估工业焊机或保持人工
厚板多道焊、需持证自动焊工艺包
接口间隙无法稳定在可示教范围,且无 sensing 预算
焊枪 + 线缆已占满额定负载,且无 lighter torch 方案
客户标准明确排除 cobot 焊接,或要求完全无人焊
集成商评审清单(焊接辅助)
| 核对项 | 说明 |
|---|---|
| 焊枪 + 线缆 + 转接 worst-case 负载 | 起弧段是否还有余量 |
| 起弧 / 收弧 / 退枪姿态 | 最容易「纸面够得到、现场够不到」 |
| 治具重复性与接口间隙公差 | 决定纯示教是否可行 |
| 焊工 QC、首件、停线权限 | 人机责任边界 |
| 烟气、光辐射、屏护、急停 | 协作焊房也要 EHS 签字 |
| 客户/行业规范是否允许辅助焊 | 避免 PO 后标准冲突 |