电子装配、小家电、结构件副线——螺丝锁付看起来简单,却是很多产线隐性质量成本的来源:同一颗 M3,白班和中班的最终扭矩分布不一样;深孔或侧向进刀时,人工更容易滑牙、浮高;客户要求批次追溯时,手写记录很难对齐「哪一把力矩枪、哪一次换班」。越来越多工厂在可重复的紧固工位上引入协作机械臂,不是因为「招不到人」这一句话,而是因为:把已知 OK 的锁付路径程序固化下来,比靠手感维持同等直通率更划算。
协作锁付站在产线上实际在做什么
典型循环(因工位而异):
定位 — 工件进治具,定位销/压板保证孔位在可接受公差内
进刀 — 臂带螺丝刀/批头按示教角度接近孔位(侧向孔、沉头孔对姿态要求更高)
拧紧 — 按程序跑扭矩/角度/转速曲线;合格则进入下一颗
换件 / 换 SKU — 换型号时改程序或换批头配方,而不是重新培训整班操作工
这里的价值在扭矩曲线可复现和路径可保存——不是「机器人比人快 10 倍」。
用协作臂做锁付,产线通常能拿到什么
直通率与返工成本。 一颗滑牙或浮高,在 SMT 后段、整机组装里可能意味着拆板、换件或整批复检。程序锁付在额定负载内重复同一进刀角和拧紧曲线,减少班次间的扭矩漂移——这对算 ROI 往往比「省一个工位」更实在。
节拍更可预测。 人工锁付在换型、疲劳、临时顶岗时波动大;臂按固定顺序跑完一颗再下一颗,线平衡更容易做——尤其同一治具上 6–20 颗螺丝、顺序不能乱的任务。
追溯与工艺窗口。 若客户或内审要求「每批紧固参数可查」,程序名 + 批次记录比纯人工签字更容易对齐。老师傅的经验仍用在首件确认、异常孔位、新材料试拧——不是被删掉。
多品种小批更划得来。 专机锁付线换型往往动工装 + 分料 + PLC;协作单元换 SKU,常见是改程序、换批头、调整送钉参数——适合「型号多、每批不大、但紧固规范不能松」的装配线。
锁付选型:先谈工艺,再谈臂
治具与孔位可达性是第一关。 深孔、沉头、侧向 15°–30° 进刀、相邻干涉——这些决定能不能纯示教,而不是 catalog 上的重复定位精度。孔位图纸 + 实物样件应比臂选型更早进评审。
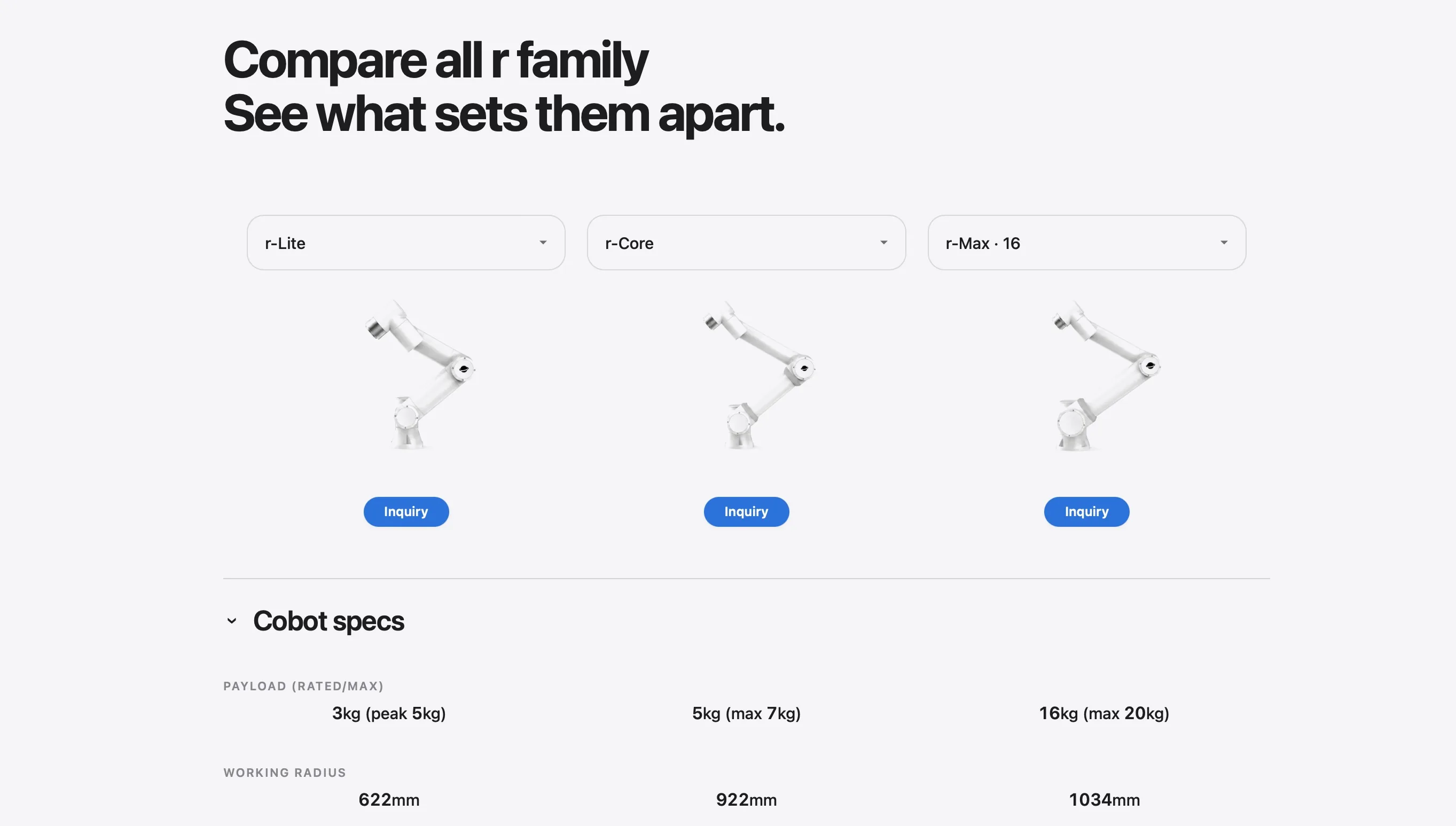
负载通常不是瓶颈。 电动螺丝刀/气动批头 + 批头 + 电缆,现场称重多在 0.3–1.5 kg 量级——远低于 r-Core 5 kg 额定。锁付场景很少因为负载去对比 r-Max 或更大档;真正要核的是:进刀姿态下腕部会不会打弯、线缆会不会扫到治具。紧凑工位可先看 r-Lite(约 3 kg 额定) 的占地,再与 r-Core 对比可达;也可并排看 横向对比选型。
扭矩与送钉策略比臂展更常决定成败。
| 维度 | 需要谈清楚什么 |
|---|---|
| 拧紧策略 | 扭矩法 / 角度法 / 扭矩+角度;滑牙阈值怎么停 |
| 送钉 | 手工放钉、振动盘、吹送——换型时谁改参数 |
| 批头与反力 | 深孔反力、沉头导向;是否需浮动刀头 |
| 顺序 | 多颗螺丝是否有拧紧顺序要求(结构应力) |
| 首件与抽检 | 谁签字、多久复测一次 |
两个现场推演(示意)
推演 A — 治具稳定、侧向孔少:r-Core 或 r-Lite 进对比即可。 8 颗 M3 同一平面、进刀角 ±10° 以内,刀头称重 0.9 kg → 负载远未触顶。评审重点应是:送钉是否跟得上 takt、反力会不会把板子顶偏。
推演 B — 深孔 + 多侧向进刀:先改治具或刀头,不是换更大臂。 若示教时发现腕部不能保持进刀轴,优先浮动刀头/改治具进刀导向;锁付任务极少因为「臂不够大」而需要跳到重载档——那是搬运工位的问题,不是紧固本身。
什么时候不该硬上协作锁付
拧紧规范要求特殊认证自动站,且客户不接受协作近场方案
孔位一致性靠人工每件调整,无法进受控公差
节拍目标只有专用多轴锁付机才够,且长期单 SKU 大批量
需要复杂反力支撑或压装一体化,而预算里没有相应 EOAT
集成商评审清单(锁付)
| 核对项 | 说明 |
|---|---|
| 孔位公差 + 进刀角包络 | 决定纯示教是否可行 |
| 扭矩/角度程序与滑牙策略 | 工艺责任边界 |
| 送钉方式与换型步骤 | 真实节拍能不能追上 |
| 批头磨损与首件流程 | 量产后谁维护 |
| 顺序与反力 | 结构件尤其不能省 |
| 人机分工 | 谁做首件、谁处理浮高/滑牙 |