PCB 组装线里的点胶/涂胶——红胶、底部填充、密封胶、导热胶——看起来是「画一条线」,实际影响的是溢胶返工、胶宽一致性、固化后强度和产线平衡。手工涂胶在换班、换操作工、换胶批次时,胶宽和胶高容易漂;窄缝、禁布区旁边多 0.5 mm 就可能触发 AOI 复检或整板清洗。越来越多 EMS 和板级工厂在路径固定、胶型稳定的工位上引入协作机械臂,目标不是替代所有工艺工程师,而是让可示教的胶路从「靠手感维持」变成「可调参数、可存档、可抽检」。
协作涂胶站在产线上实际在做什么
典型循环:
上板 — PCB 进治具,基准边/定位柱保证板面高度和 XY 一致
出胶 — 按示教路径移动,配合压力/速度/开关胶时序;转角处常需降速或短暂驻留
收胶 — 抬刀、断胶、防拖尾(参数因胶型而异)
固化与流转 — 板进入固化炉/UV 或静置区;真实瓶颈常在固化,不在臂动
自动化的是胶路几何 + 出胶时序——不是「涂完立刻下一道工序」。
用协作臂做 PCB 涂胶,产线通常能拿到什么
胶量与胶宽更一致。 同样 12 mm 路径,人工后段容易加速、转角堆胶;程序路径在相同压力/速度下重复,AOI 或称重抽检更容易设阈值。
材料浪费下降。 溢胶、拖尾、重复补胶——直接对应胶水成本(尤其导热胶、底部填充)。自动化不一定省人,但少胶、少洗板在不少线体上比人力账更先回本。
人员远离胶雾和溶剂环境。 协作臂把操作位后移到监控和换胶嘴、换板——EHS 和留人有时比 takt 更先推动立项。
换板型改参数,不是改整条线。 同一条涂胶站,保存多条路径配方;换 SKU 调程序、换针嘴、校一次胶宽——比为每个板型单独做硬自动化常见得多。
涂胶工艺:先定胶,再定路径
胶型与固化窗口决定能不能上自动化。 快固胶对出胶时序极敏感;需视觉补胶的异形点可能不适合第一版全自动。先列出:哪些胶路 100% 可示教,哪些必须人工补——不要假设「一张板全部给臂」。
过程参数比负载更重要。
| 参数 | 现场含义 |
|---|---|
| 压力 / 流量 | 胶宽、胶高的主旋钮;换批次要复测 |
| 路径速度 | 转角是否堆胶;过慢可能提前固着 |
| 驻留 / 开关胶 | 起收胶点防拖尾;与 Z 向抬升配合 |
| 针嘴离板高度 | 与板面距离影响胶型;治具高度公差要进清单 |
| 固化时间 | 决定真实节拍和 WIP,不是臂循环 alone |
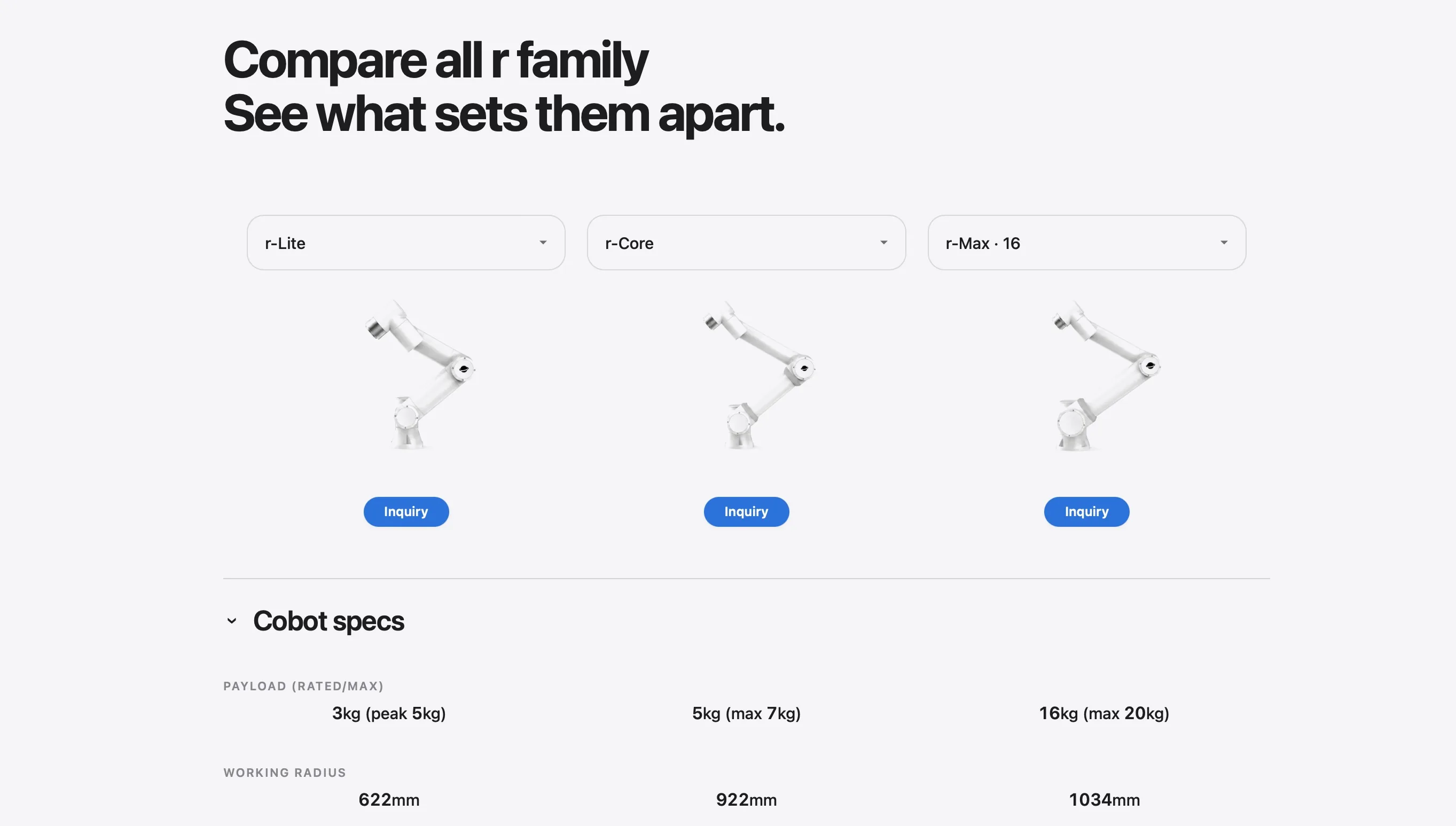
负载几乎永远不是选型理由。 点胶阀 + 针嘴 + 小料筒,称重多在 0.5–2 kg——紧凑线常从 r-Lite(约 3 kg 额定) 起步,需要更大工作包络时再对比 r-Core。评审应看:板面 Z 向公差、禁布区旁边的可达、换针嘴空间。布局方法见 工位布局指南。
质量验收方式要先讲清。 胶宽卡尺抽检、称重、AOI 胶路检测、或破坏性剪切——不同客户标准决定要不要加视觉;不要合同签完再加「必须 100% 视觉」。
两个现场推演(示意)
推演 A — 直线/折线胶路、板面平整:程序涂胶 + 抽检即可。 导热胶条 40 mm、胶宽目标 1.2 ±0.2 mm,换胶批次后首件称重签字——臂的价值在消除换班漂移,不是极限节拍。
推演 B — 同板有异形点、禁布区密集:人机分工。 80% 路径自动化,剩余点位人工补胶——比硬做「全板无人」更常见,也更容易通过工艺审核。
什么时候应保留人工或上专机
胶型/点型每板变化大,无法配方化
要求毫秒级出胶时序 + 多阀同步,协作节拍不够
板面高度公差超出针嘴 standoff 能力,且不愿投资治具
100% 视觉闭环是合同硬性条款,而预算是第一版示教站
集成商评审清单(PCB 涂胶)
| 核对项 | 说明 |
|---|---|
| 胶型、批次、固化条件 | 决定参数窗口 |
| 板面 Z 与基准重复性 | 比臂展更常翻车 |
| 路径速度 / 压力 / 驻留配方 | 首件与换批流程 |
| 断胶与拖尾策略 | 转角与收胶点 |
| 抽检或 AOI 标准 | 验收口径 |
| 人工补胶点位清单 | 避免 scope 膨胀 |